Дефекты механической обработки
Трещины отделочные возникают в поверхностном слое металла, наклепанном при отделочных операциях. Поверхностные микротрещины в дальнейшем, при работе детали под нагрузкой, могут значительно увеличиться. Прижоги, трещины шлифовочные возникают при резком нагреве поверхностного слоя стального изделия при нарушении режима шлифования или полирования. Дефекты представляют собой или закаленные участки небольшой площади, или участки с сеткой тонких трещин на поверхности детали. Применение неподходящего для данного металла или «засаленного» круга, повышение подачи, скорости шлифования или недостаточное охлаждение детали вызывают местные перегревы поверхностного слоя закаленной стали и высокие внутренние напряжения из-за неравномерных объемных изменений при чередующихся нагревах и охлаждении. Эти напряжения и являются причиной возникновения шлифовочных трещин (рис. 9). 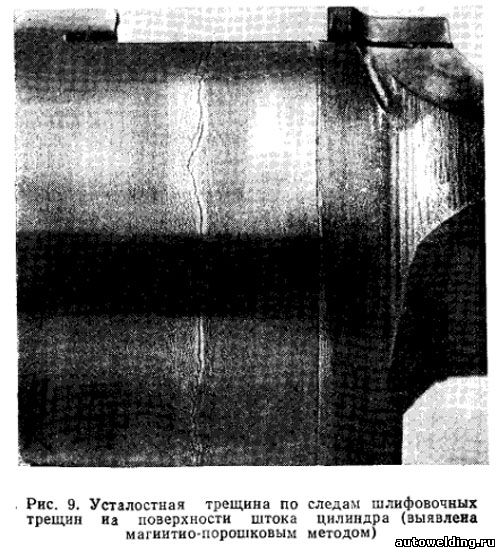
Выборнов Б.И. "Ультразвуковая дефектоскопия". -М. 1985
|