Действие на дугу магнитного поля тока сварочной цепи
Магнитное поле в зоне дугового разряда создается также собственным током, текущим по сварочной цепи. Его индукция может быть определена по закону Био-Савара-Лапласа: 
Следовательно, для вычисления индукции, создаваемой всей цепью, необходимо интегрировать уравнение 
в пределах изменения l и r для этой цепи. Однако, поскольку dB обратно пропорционально квадрату расстояния r элемента цепи dl до интересующей нас зоны, пределы интегрирования без существенной ошибки можно сократить, ограничив их участками цепи, непосредственно примыкающим к дуге. Поле, создаваемое участком А В цепи (рис. 168) на расстоянии r от оси дуги при r ≤ А В, 
Оно направлено по касательной к окружности, центр которой совпадает с осью электрода и столба. Взаимодействие этого поля с элементами тока столба обусловливает силу, направленную к его центру (пинч-эффект). Она не вызывает отклонения столба. Наоборот, при случайных отклонениях столба сила взаимодействия его тока с полем, создаваемым участком А В цепи, возвращает столб в первоначальное положение, совпадающее с осью электрода. Описанное явление справедливо и для наклонного расположения электрода по отношению к изделию. Магнитное поле электрода препятствует отклонению столба от общей оси и он является продолжением электрода. Ток, текущий по участку цепи СД, создает на расстоянии h поле (при CD ≥ h) 
которое в зоне дуги направлено перпендикулярно плоскости чертежа. По отношению к току дуги оно является поперечным, поэтому вызывает отклонение столба. Воспользовавшись правилом левой руки, нетрудно обнаружить, что столб отклонится вправо. Описанное явление отклонения столба называется магнитным дутьем. Сила, действующая на столб, приближенно составляет величину 
Она растет пропорционально квадрату дугового тока. Поэтому магнитное дутье становится все значительнее по мере увеличения тока. Дутье ограничивает сварку постоянным током на высоких режимах. Легко проследить, что с переменой направления подвода тока к изделию меняется направление магнитного дутья. Лишь при подводе тока по направлению, совпадающему с продолжением оси электрода, показанному на рис. 168 штриховой линией, магнитное дутье исключается. Однако это условие практически осуществимо только при скользящем токоподводе к изделию, что вызывает существенные затруднения. 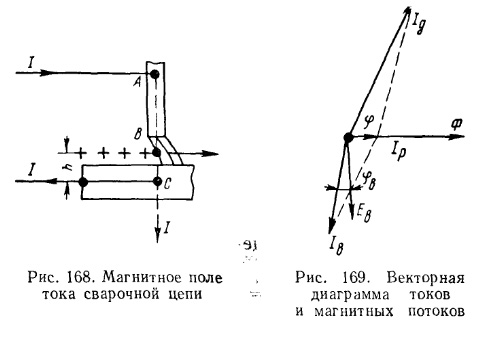
Действие магнитного дутья значительно ослабляется при сварке на переменном токе. В этом случае под действием магнитного поля тока, пронизывающего изделие сплошного сечения, в последнем наводится э. д. с. Ев, порождающая вихревые токи Iв. Сдвиг фаз φв между Iв и Ев определяется соотношением индуктивной RL и активной Ra составляющих сопротивлений контуров вихревых токов. Поскольку Ra > 0, то φв < π/2 . Принципиальный вид векторной диаграммы токов и магнитных потоков, действующих в массивном изделии при сварке на переменном токе, приведен на рис. 169. Диаграмма показывает, что результирующий ток Iр меньше Iд, поэтому создаваемый им магнитный поток Ф также существенно ниже потока, создаваемого постоянным током, когда вихревые токи отсутствуют. Кроме того, между Ф и Iд существует заметный сдвиг фаз φ, что также уменьшает эффект магнитного дутья, поскольку при Iд = Imax мал магнитный поток Ф и наоборот. В итоге даже при очень больших переменных токах (1000— 2000 а) действие магнитного дутья незначительно. Лесков Г.И. "Электрическая сварочная дуга".
|




