Характеристика электродов
Основные требования для всех видов электродов: обеспечение устойчивого горения дуги; хорошее формирование шва; получение металла шва определенного химического состава и свойств без дефектов; спокойное и равномерное плавление электродного стержня и покрытия в процессе сварки; минимальные потери электродного металла на угар и разбрызгивание; высокая производительность процесса сварки; легкая отделимость шлаковой корки с поверхности шва; достаточная прочность покрытия; сохранение физико-химических и сварочно-технологических свойств электродов в течение длительного хранения; минимальная токсичность в процессе сварки и при изготовлении. К покрытым электродам предъявляют также ряд специальных требований, а именно: получение заданной формы шва (глубокий провар, вогнутый мениск шва в разделке, возможность вести процесс в различных пространственных положениях и т. д.); возможность ведения процесса сварки определенным способом (сварка опиранием, сварка методом сверху вниз и др.); получение металла шва со специальными свойствами (повышенной прочности, пластичности, износостойкости, жаропрочности и т. д.). Для удовлетворения перечисленных требований в покрытие электродов вводят определенные вещества — шлакообразующие, газообразующие, раскислители, легирующие, стабилизирующие, связующие, а также используют металлические стержни различного состава, обычно близкого к составу свариваемого металла. Одна из основных функций электродного покрытия — защищать сварочную ванну от влияния атмосферных газов и раскислять наплавляемый металл. Покрытия обычно составляются на базе комбинированной газошлаковой защиты плавящегося металла. Однако в одних видах покрытий электродов преимущественное значение при его плавлении может иметь шлаковая защита сварочной ванны, в других — газовая. Достаточно толстый слой покрытия, образующего в процессе плавления электрода газы и шлаки, способствует довольно надежному предохранению сварочной ванны от кислорода и азота атмосферы. Нагрев и плавление электродного покрытия происходят со стороны его внутренних слоев (рис. 4.1), что приводит к образованию втулки на конце плавящегося электрода. В результате образующиеся здесь газы и пары веществ создают направленный поток, омывающий сварочную ванну, оттесняя от нее воздух. Это приводит к заметному снижению парциального давления кислорода и азота в зоне плавления. 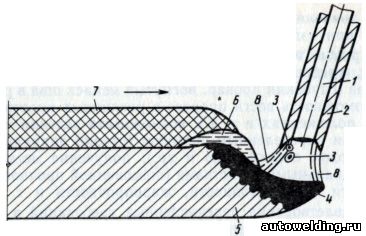
Рис. 4.1. Схема процесса сварки покрытыми электродами (продольный разрез):
1 — электродный металлический стержень; 2 — защитное покрытие; 3 — капли жидкого металла, переходящие через дуговой промежуток; 4 — ванна жидкого металла; 5 — закристаллизовавшийся металл шва; 6 — жидкий шлак в сварочной ванне; 7 — затвердевший шлак; 8 — газовая защита плавящегося металла; стрелкой показано направление сварки Отрывающиеся от конца электрода капли жидкого металла, переходя через дуговой промежуток, в большинстве своем покрыты пленкой шлака, а стекающие с конца электрода шлаки образуют на поверхности сварочной ванны (вне зоны пятна дуги) изолирующий слой. Все это вместе взятое создает защитное действие шлакообразующего покрытия.Образующиеся при плавлении покрытия шлаки могут вступать в активное взаимодействие с жидким металлом. Полнота развития реакций между жидкими металлом и шлаком в сварочной ванне определяется составами шлака и металла, а также временем их взаимодействия. При соответствующих концентрационных условиях вероятность такого взаимодействия обеспечивается перемешиванием и тесным контактом металлической и шлаковой фаз. По данным А. А. Ерохина, активное взаимодействие жидких металла и шлака начинается на стадии образования капель жидкого металла при плавлении электродного стержня. Завершается взаимодействие между металлом и шлаком непосредственно в сварочной ванне. Защитное действие покрытия в значительной мере связано с его количеством на поверхности электрода. Количество покрытия может быть оценено толщиной его слоя δ = (D — d)/ 2, где D — диаметр электрода с покрытием, мм; d — диаметр электродного стержня. Более точно количество покрытия на электроде характеризуется коэффициентом массы Км.п: Км.п = (gп/gc) 100%, где gп — масса покрытия на единицу длины покрытой части электрода, г/см; gc — масса единицы длины электродного стержня, г/см. Обозначив l1 общую длину электрода, l2 длину его покрытия и Gэ общую массу электрода, можно коэффициент массы покрытия выразить следующим уравнением: Км.п = (Gэ-gсl1)100%/(gcl2). Источник: "Сварочные материалы для дуговой сварки". Под. редакцией Потапова Н.Н. - Москва, "Машиностроение", 1989 г. См. также:
| 



