Кристаллизационные трещины
Механизм образования кристаллизационных трещин принято рассматривать с позиций механики двухфазных твердо-жидких сред. Характер изменения пластичности сплавов в температурном интервале хрупкости (ТИХ) можно феноменологически связать с изменением соотношения объемов твердой и жидкой фаз в процессе кристаллизации. Однако одного только этого соотношения недостаточно для количественного анализа изменения пластических свойств металлов в твердо-жидком состоянии Важнейшее значение имеют также геометрия кристаллитов, вязкость жидкости и поверхностное натяжение на границе раздела фаз, т. е. параметры, определяющие прочность жидких прослоек. Следует иметь в виду еще и непрерывное изменение всех этих параметров во времени и существенную зависимость их от типа и состава сплавов, тепловых условий кристаллизации, ориентационных факторов (наличие готовой подложки и ее строение) и скорости деформации. Необходимость учета всех этих факторов существенно затрудняет количественный анализ этой задачи. Деформирование двухфазных твердо-жидких металлов можно представить в виде схемы (рис. 72), где штриховыми линиями показано начальное положение четырех кристаллитов, сплошными — положение к моменту заклинивания. Так как сопротивление жидкости сдвигу определяется вязкостью жидких прослоек и значительно ниже сопротивления сдвигу кристаллитов, то сначала двухфазное тело будет деформироваться за счет вязкого течения (циркуляции) жидкости в пространстве между кристаллитами, как это показано стрелками на рис. 72. При этом перемещение кристаллитов будет происходить без заметных деформаций до тех пор, пока они не войдут в соприкосновение в точках А и Б. 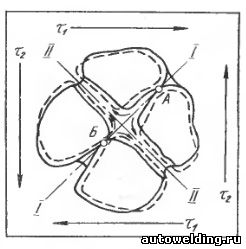
Рис. 72. Схема деформирования металлов в твердо-жидком состоянии Дальнейший процесс деформирования без межкристаллического разрушения по жидкой прослойке в сечении II—II возможен в том случае, если прочность жидкости будет выше напряжения сдвига в кристаллитах. С момента вовлечения кристаллитов в деформацию пластичность металла резко возрастает, и вероятность межкристаллического разрушения падает. Таким образом, пластичность кристаллизующихся металлов можно в первом приближении считать пропорциональной минимальным свободным перемещениям кристаллитов. До настоящего времени известны только отдельные попытки количественно оценить влияние геометрии твердой фазы на деформацию двухфазных сред до момента заклинивания. Например, рассмотрены плоская задача перемещения равноосных кристаллитов в виде многоугольников разной формы в полости, жестко ограниченной гранями одинаковых по форме соседних кристаллитов и заполненной жидкостью. Полученные зависимости между вращательными перемещениями и площадью жидкой фазы (толщиной прослоек) показали, что при одинаковом соотношении площадей твердой и жидкой фаз с ростом межфазной поверхности (числа сторон многоугольников) угол поворота до заклинивания возрастает, т е. пластичность двухфазных систем вблизи нижней границы ТИХ увеличивается. При этом сокращается также и объем жидкой фазы, минимально необходимый для свободного вращения кристаллитов без заклинивания. Иными словами, верхняя граница ТИХ смещается в сторону более низких температур. Весьма интересен вывод о том, что с измельчением кристаллитов при одинаковом объеме (толщине) жидких прослоек пластичность двухфазных сред возрастает по гиперболическому закону. Это, по-видимому, является одним из главных факторов, обусловливающих повышение сопротивления образованию кристаллизационных трещин сплавов эвтектического типа по мере увеличения концентрации легирующих элементов от точки предельной растворимости до эвтектического состава. Длительное время этот факт объясняли в основном исходя из предположений более высокой жидкотекучести прослоек эвтектического состава и повышенной способности жидкой фазы в этом случае к «залечиванию» образовавшихся трещин в связи с проявлением капиллярного эффекта. Однако в результате исследований было показано, что жидкая эвтектика не обладает какими-либо особыми преимуществами в сравнении с маточными растворами различных составов, так как не отличается от них большим поверхностным натяжением и капиллярным эффектом. В реальных слитках, отливках и особенно сварных швах имеются области не только равноосных, но и неравноосных столбчатых кристаллитов. Анализ особенностей перемещений столбчатых кристаллитов на модельном примере структур прямоугольной формы показал, что по мере удлинения кристаллитов угол поворота до заклинивания уменьшается. При этом вклад вращательных перемещений кристаллитов в пластичность двухфазных сред резко снижается в сравнении с плоскопараллельными перемещениями. Отсюда следует, что преимущественное развитие кристаллитов в одном из направлений оказывает большое влияние на пластичность двухфазных сред с хаотической ориентацией кристаллитов. Существенно также и то, что при вязком течении жидких прослоек вдоль удлиненных сторон кристаллитов сопротивление деформации выше, чем вдоль коротких сторон, что приводит к неравномерному по объему распределению остаточной жидкости в момент заклинивания. В связи с этим большое влияние на запас пластичности кристаллизующихся металлов оказывает не только форма кристаллитов, но и характер распределения напряжений сдвига относительно направления их преимущественного роста. При применении таких моделей к описанию процесса деформации реальных твердо-жидких металлических сред необходимо иметь в виду, что они выявляют закономерности, толкование которых оправдано лишь в статистическом смысле в силу неодинаковых размеров и характера распределения кристаллитов в объеме, сложности очертаний их формы и направления роста. Однако сопоставление выводов, полученных при анализе даже этих простейших моделей, с данными практики позволяет наметить основные металлургические пути повышения сопротивления металлов и их гетерофазных сплавов образованию кристаллизационных трещин при сварке. 1. Подавление столбчатого характера кристаллизации и измельчение кристаллической структуры путем легирования элементами-модификаторами, а также элементами, способствующими образованию высокотемпературных вторых фаз при кристаллизации. 2. Повышение чистоты сплавов по вредным примесям, способствующим образованию при кристаллизации легкоплавких фаз в той области составов, в которой увеличение количества этих фаз снижает технологическую прочность, и, наоборот, увеличение количества легирующих элементов, образующих эвтектики, в области составов сплавов, близких к эвтектическим. Оба эти пути ведут к сужению температурного интервала хрупкости и повышению запаса пластичности. Технологические меры борьбы с трещинами обычно направлены па изыскание рациональных способов и режимов сварки плавлением и конструкционных форм сварных соединений, снижающих темп нарастания внутренних деформаций в процессе затвердевания. Шоршоров М.Х. "Горячие трещины при сварке жаропрочных сталей".
| 



