Маломощные сварочные дуги
Сварка изделий из листов толщиной менее 1 мм обычной дугой с
плавящимися электродами весьма затруднительна. Чтобы исключить прожог
таких листов, необходимо либо уменьшить ток дуги до 5—15 а, либо
увеличить скорость сварки. Однако маломощные дуги с плавящимися
электродами весьма неустойчивы. Увеличение скорости сварки выше
некоторого предела приводит к скачкообразному перемещению активного
пятна по изделию, что исключает возможность получения сварного шва
равномерного сечения. Кроме того, дуговая сварка таких изделий вызывает
значительные их коробления. В последние годы в ИЭС им.
Е. О. Патона, НИ AT и др. разработана технология
сварки тонколистовых изделий маломощной дугой с вольфрамовым
электродом. Коробление существенно уменьшалось, если сварку вести дугой
переменного режима, характеризующейся малым током дежурной дуги и более
высоким сварочным током. Такая дуга, названная Э. М. Эсибяном
пульсирующей, способствует также лучшему формированию стыковых
швов. При малых токах дуги в ее столбе не
устанавливается термодинамическое равновесие. В связи с этим невозможны
оценка условий в приэлектродных областях дуги и вычисление их
энергетических характеристик. В маломощных дугах основным механизмом
потерь столба является теплопроводность. Отсутствие достоверных сведений
о радиальном распределении температуры в нем и о закономерностях,
которым подчиняется такое распределение, а также невозможность
применения уравнения Саха к описанию степени ионизации неравновесных
систем исключает применение исходных предпосылок для построения теории
маломощных дуг. Другие предпосылки пока не сформулированы. В результате
единственным методом изучения этих дуг является
эксперимент. Оригинальная методика исследования
влияния тока в катодной области на величину падения напряжения в ней
разработана Э. М. Эсибяном и осуществлена на установке, изображенной на
рис. 191. Два электрически изолированных электрода 1 и 2 помещены внутрь
сопла 6 для подачи защитного газа. В независимых цепях 1—2—R—4 и 1—3—5,
содержащих источники
питания 4 и 5, возбуждаются дуговые разряды с общим катодом 1.
Дуга между электродами 1—3, названная основной, питается от
стабилизированного источника. Ток вспомогательной дуги между электродами
1—2 регулируется с помощью сопротивления R. Катодные пятна обеих дуг на
электроде 1 совмещали путем перемещения электрода 2. 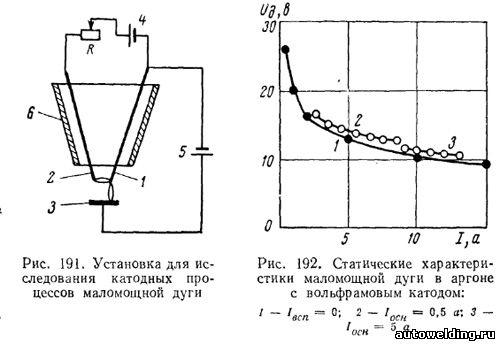
Кривая 1 на рис.
192 представляет собой статическую характеристику дуги при расстоянии
между электродами 1—3 lд = 1 мм и отсутствии
вспомогательной дуги. Обычное для мощной дуги с вольфрамовым катодом
напряжение 8—10 в устанавливается при токах, превышающих 10 а. При
меньших токах дуговое напряжение быстро увеличивается и особенно в
диапазоне 3—5 а, в котором существование низковольтных разрядов между
плавящимися электродами вообще невозможно (см. рис. 105).
По-видимому, условия существования маломощной дуги на неплавящемся
электроде из-за отсутствия блуждания пятна более благоприятны, но и они
обусловливают сравнительно высокие приэлектродные падения напряжения.
Кривая 2 получена при токе основной дуги 0,5 а и изменении суммарного
тока катодной области в указанных на рис. 192 пределах. Незначительное
расхождение кривых 1 и 2 показывает, что основной причиной, определяющей
ход статической характеристики дуги и ее падающую форму, является
увеличение тока в катодной области. Аналогичный вывод вытекает и из
сравнения с кривой 1 линии 3, полученной при токе основной дуги 5 a и
суммарном токе катодной области 8,5—13 а. 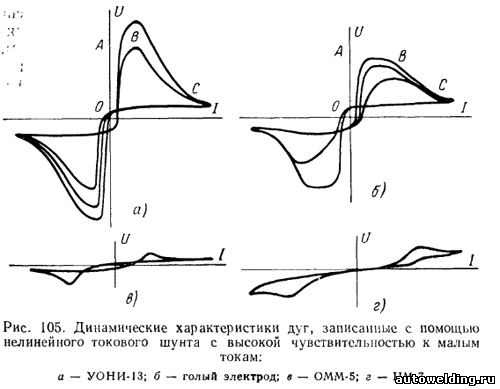
Приведенные
данные еще раз подтверждают первостепенную роль катодных процессов в
общем механизме дугового разряда и малую зависимость явлений в анодной
области дуги от условий ее существования. Описанный метод, кроме
исследовательских целей, может быть успешно применен для управления
основной дугой, в частности ее статической характеристикой, путем
изменения тока вспомогательной дуги. Для питания
пульсирующих дуг разработаны специальные источники с игнитронными,
тиратронными или полупроводниковыми элементами, осуществляющими
изменение тока по заданной программе. Блок-схема одного из таких
источников с управляющим полупроводниковым триодом состоит из источника
питания дуги триода 2 и блоков управления 3—5 (рис. 193). Дуга включена в
коллекторную цепь триода. Ток в ней определяется током базы
iб, выдаваемым усилителем 3. Последний, в свою
очередь, управляется ждущим мультивибратором 4, открывающимся и
закрывающимся под действием сигналов блокинг-генератора. Меняя частоту и
форму сигналов генератора, можно управлять длительностью импульсов
сварочного тока и общим временем цикла. В момент паузы триод 2 не
запирается полностью, а пропускает небольшой ток, необходимый для
горения дежурной дуги. Ввиду отсутствия в цепи сварочного тока
индуктивностей, описанный источник обеспечивает почти мгновенное его
нарастание и уменьшение. 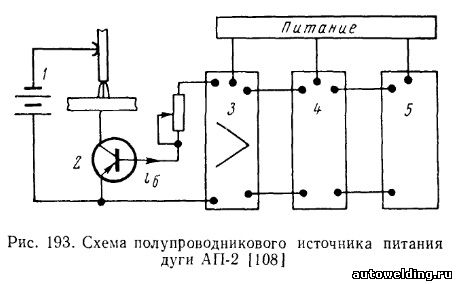
Характерной особенностью
пульсирующей дуги являются броски напряжения при скачкообразных
повышениях и снижениях тока, достигающие 4—5 в (рис. 194). Они имеют
крутой передний и экспоненциальный задний фронты. Броски затухают в
течение (1 ÷ 1,5) * 10-3 сек, что на 2—3 порядка
превышает время протекания переходных процессов в мощной дуге с
плавящимися электродами. По-видимому, на величину напряжения
малоамперной дуги с неплавящимся электродом влияет степень разогрева
активного пятна на катоде, которая ввиду большой теплоемкости вольфрама
сравнительно медленно меняется со временем. В мощной же дуге с
плавящимся электродом зоны, примыкающие к активному пятну, из-за его
блуждания уже нагреты достаточно интенсивно и при увеличении тока их
дополнительный разогрев протекает, видимо, более
быстро. 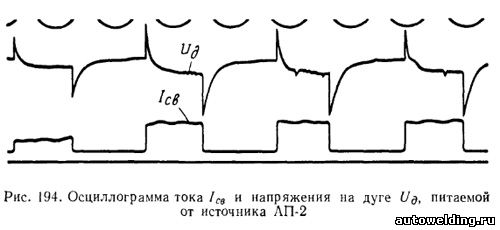
Лесков Г.И. "Электрическая
сварочная дуга". См.
также:
|




