Отпуск сварных конструкций
Высокий отпуск изделий из конструкционных сталей при температуре 600—800° С предназначен в основном для устранения возможной деформации в процессе механической обработки и эксплуатации конструкций, а также для повышения сопротивляемости их хрупким разрушениям, в особенности при пониженных температурах. Предупредить появление остаточных деформаций сварных конструкций при обработке или эксплуатации можно, значительно снизив остаточные напряжения в процессе высокого отпуска. На рис. 127 приведены остаточные напряжения в электрошлаковом шве образца 500x500 мм из стали Ст.З толщиной 100 мм; режим отпуска: температура 675° С, выдержка 3,5—4 ч. 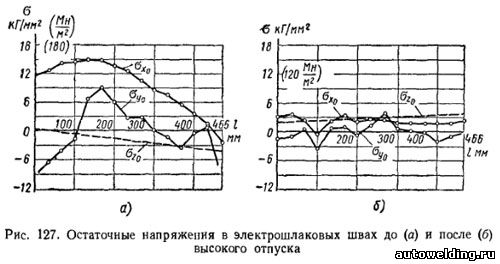
Повышение сопротивляемости сварных конструкций хрупким разрушениям в процессе высокого отпуска достигается в основном благодаря двум причинам. Во-первых, восстанавливается пластичность металла в местах, где в значительной степени произошли подкалка, пластические деформации, старение и были подготовлены условия для начала разрушения. Для начала разрушения металл должен вновь претерпеть значительную пластическую деформацию, которую одними эксплуатационными нагрузками даже при наличии концентраторов вызвать в пластичном металле Довольно трудно. Во-вторых, снижаются остаточные напряжения и запас накопленной потенциальной энергии, что приводит к устранению факторов, способствующих началу и распространению хрупких разрушений. Результаты исследования, приведенные на рис. 128, (Испытания проводились совместно с М. Н. Скурихиным.) указывают, с одной стороны, на существенное влияние сварочного термомеханического цикла в зоне надреза на прочность и пластичность образцов, а с другой — на положительное влияние высокого отпуска на повышение сопротивляемости хрупким разрушениям. 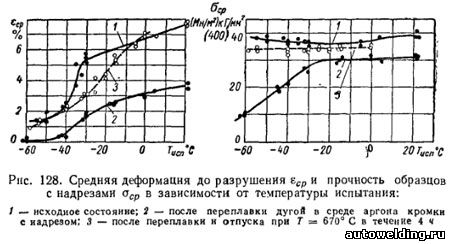
Восстановление пластичности металла при высоком отпуске происходит сравнительно быстро. Например, на образцах с надрезом из стали Ст.З прочность и пластичность восстанавливаются после полуторачасовой выдержки при температуре высокого отпуска 600° С. Образцы из стали Ст.З с надрезом подвергали предварительному загибу на угол 40°; полный угол загиба до появления трещины 68°. После отпуска в течение 2 ч при различных температурах образцы снова испытывали на загиб. Начиная с температуры отпуска 600° С и выше, образцы полностью восстанавливали свою пластичность (рис. 129). Разумеется, что для других марок сталей эта температура может быть иной. 
Важным является вопрос об уровне остаточных напряжений после отпуска сварных конструкций. Если не касаться влияния остаточных напряжений на прочность при переменных нагрузках, то можно дать следующие рекомендации. Так как в большинстве машиностроительных конструкций напряжения от рабочих нагрузок не превышают 2/3σT, то остаточные напряжения могут составлять примерно 1/3σT, если ставится условие отсутствия пластических деформаций в детали при ее нагружении. Действительно, остаточные и рабочие напряжения в сумме составят величину, меньшую σT, и никаких пластических деформаций не произойдет. При нормальном припуске на механическую обработку деформации от нее невелики и укладываются в допуски на точность, если даже обработку вести по металлу, в котором остаточные напряжения близки к σT. Это, разумеется, не относится к гибким и протяженным конструкциям. Поэтому для большинства машиностроительных конструкций из тех, которые подвергаются отпуску и должны отвечать обычным требованиям по точности и жесткости, можно ставить условие, чтобы остаточные напряжения после отпуска не превышали 0,3σT. Хрупкие разрушения при низких температурах в большинстве случаев начинаются от концентраторов и являются следствием не столько остаточных напряжений, сколько пластических деформаций в надрезе и свойств металла, изменившихся под влиянием сварки. Путем восстановления пластичности металла при отпуске значительно повышают сопротивляемость хрупким разрушениям. Если, однако, предположить, что разрушение может начаться по каким-либо причинам, то возможность его распространения будет, зависеть главным образом от уровня рабочих, а не остаточных напряжений. Известные в литературе данные о хрупких разрушениях связаны с напряжениями, большими чем 0,25—0,3σT. Можно ориентироваться на уровень остаточных разрушающих напряжений по пробе Робертсона, который до T ≥ —60° С не превышает 0,15— 0,25σT. Термический цикл отпуска состоит из четырех стадий: нагрева, выравнивания температуры по сечению детали и по длине, выдержки и охлаждения. Иногда под продолжительностью выдержки неправильно понимают период выравнивания и собственно выдержку вместе взятые. Продолжительность периодов нагрева и выравнивания температуры зависит главным образом от сечения деталей и теплофизических свойств металла. Работ, посвященных периоду выдержки при отпуске, крайне мало. На практике в большинстве случаев продолжительность периода выдержки, так же, как и периодов нагрева и выравнивания температуры, назначают пропорционально сечению детали, т. е. без надлежащего учета тех физических процессов, которые на самом деле определяют необходимую продолжительность выдержки при отпуске. Объясняется это тем, что до последнего времени применительно к отпуску не разработаны принципы определения снижения напряжений, основанные на учете свойств металла и распределения остаточных напряжений. Отпуск является процессом изменения собственных напряжений, протекающим в соответствии с законами теории ползучести. Это означает, что к нему могут быть применены известные положения современной теории ползучести с учетом тех особенностей, которые присущи отпуску. Основная особенность процесса изменения напряжений при отпуске заключается в том, что отпуск на первой стадии протекает при переменной температуре, в то время как современные гипотезы ползучести в основном занимаются явлениями, происходящими при постоянной температуре. Вторая особенность состоит в том, что изменение напряжений при отпуске весьма близко к процессу простой релаксации. Под простой релаксацией понимается самопроизвольное изменение напряжений при постоянных полных деформациях. Изучение и расчет релаксации напряжений при отпуске целесообразно проводить не по кривым ползучести, а по кривым простой релаксации. 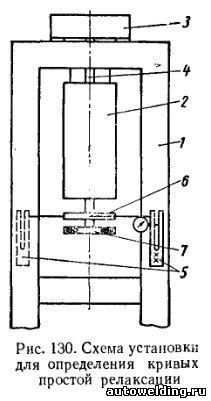
Изучение простой релаксации при переменных температурах выполнено в МВТУ им. Баумана (рис. 130) (Установка разработана совместно с В. В. Николаевым). Для устранения влияния температурной деформации на процесс релаксации были использованы трубчатые образцы с внутренним диаметром 15 мм, наружным 18 мм и длиной 110 мм, которые подвергали закручиванию в начале испытания. В процессе испытания угол закручивания поддерживали неизменным для постоянства деформации. Установка состоит из станины 1, печи 2, механизма нагружения с двигателем 3, трубчатых тяг 4 для передачи крутящего момента, динамометров 5, соединенных стальными гибкими тросиками с колесом 6, и механизма поддержания постоянства угла закручивания 7. При помощи гибких тросиков колесо 6 может перемещаться на несколько миллиметров вследствие нагрева образца и тяг. При этом тросики передают усилия на динамометры практически без искажения, так как угол подхода тросиков к динамометрам остается близким к 90°. Для поддержания постоянства угла закручивания к концам образца сваркой прихвачены удлинители. На концах этих удлинителей закреплены дварычага с индикаторными головками, снабженными электрическими контактами, с которыми может соприкасаться стрелка индикатора в случае ее отклонения в какую-либо сторону. При замыкании стрелки двигатель включается для вращения в соответствующую сторону. Величина крутящего момента регистрируется динамометрами. Установка имеет программное устройство, позволяющее устанавливать различные скорости нагрева и выдерживать их одинаковыми при получении кривых от различных начальных уровней напряжений. 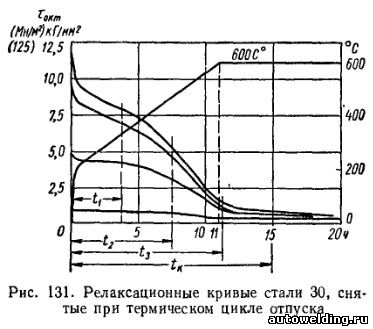
При построении релаксационных кривых, полученных при различных начальных напряжениях (рис. 131), в качестве регистрируемой величины принято не нормальное напряжение σ, а τокт, которое в теории пластичности и ползучести используется в расчетах и является определяющим для оценки протекания пластической деформации: 
Для наглядности можно принять, что кривые τокт представляют собой семейство кривых простой релаксации нормальных напряжений σ: 
Кривые τокт показывают одновременно изменение напряжений под влиянием пластической деформации и вследствие изменения G от температуры. Релаксационные кривые на других сталях, не являющихся жаропрочными, аналогичны стали 30 (см. рис. 131). Во всех случаях спустя некоторое время после достижения температуры отпуска наступает стабилизация остаточных напряжений. Дальнейшая выдержка не приводит к существенному снижению напряжений. Лишь весьма длительные выдержки (десятки часов) позволяют ощутимо снизить напряжения. Для того чтобы судить о снижении одноосных остаточных напряжений в сварных соединениях и конструкциях при отпуске, можно непосредственно использовать релаксационные кривые с учетом соотношения (212). По материалам: Винокуров В.А. "Сварочные деформации и напряжения".
| 



