Свариваемость стали с медью и ее сплавами
Сварка стали с медью и ее сплавами, а также наплавка сплавов меди на сталь позволяют не только создать рациональные сварные конструкции, но и обеспечить значительную экономию цветного металла. Для оценки свариваемости стали с медью и ее сплавами следует прежде всего сопоставить между собой химико-физические свойства этих металлов: 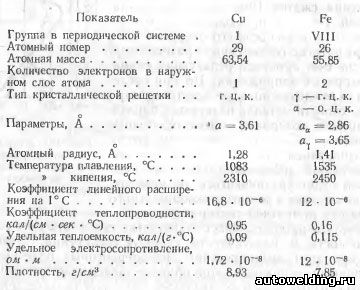
Как видим, наблюдается некоторая близость кристаллохимических свойств меди и железа (тип кристаллической решетки при повышенных температурах, параметры, атомные радиусы, количество электронов в наружном слое атома). Поэтому медь с железом образует раствор с предельной растворимостью Fe в расплавленной меди — 3%. В равновесном же состоянии (при комнатной температуре) меди в α-железе растворяется до 0,3%, а железа в меди — до 0,2%. Ухудшает их взаимную растворимость присутствующий в стали С, а улучшает — Si и Мn. Следует также отметить, что хрупких интерметаллидов медь с железом не образует. Более существенная разница в физических свойствах ухудшает свариваемость этих двух металлов (пониженная температура плавления меди, резко отличные по величине теплофизические коэффициенты). Кроме того, отрицательно влияет также повышенная окисляемость меди и значительное поглощение ею газов. Основной проблемой свариваемости стали с медью и ее сплавами является образование встали, находящейся в контакте с жидкой медью или сплавом меди, околошовных трещин, заполненных цветным металлом (рис. 241). Возникновение подобных трещин объясняется расклинивающим действием жидкой меди, проникающей в микронадрывы в стали по границам зерен при одновременном действии и термических напряжений растяжения. Начальное проникновение меди по границам зерен стали, протекающее под влиянием капиллярного эффекта, диффузии и растворения стали в меди, облегчается далее тем, что поверхностная энергия на границе Feγ — Сuж примерно в два раза меньше, чем на границе Feγ—Feγ. Поэтому прочность границы зерна, находящейся в контакте с жидкой медью, оказывается сниженной, а развивающиеся напряжения растяжения — достаточными для окончательного разрыва ослабленной границы и мгновенного заполнения медью образовавшейся трещины Проникновение цветного металла в сталь на глубину > 2,5 мм в некоторых случаях снижает статическую, и особенно усталостную, прочность стали. 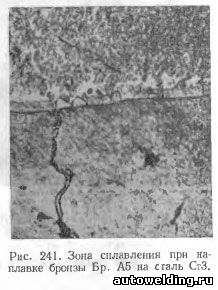
На глубину проникновения меди или ее сплава в сталь влияют следующие факторы: 1) химический состав как стали, так и цветного металла. Например, бронзы, легированные Ni, Al, Si, менее проникают в сталь, чем оловянные или латуни; в аустенитных сталях развитие трещин большее; 2) доля расплавляемой в соединении стали, время контактирования стали с жидкой фазой. В этом отношении наилучшие результаты достигаются, если сталь вообще не расплавлять. Если же ограничить максимальную температуру нагрева стали до 1450° С, то длительность контакта ее с жидкой фазой составит ∼1,5—4 сек. Этим обеспечится получение качественного соединения. 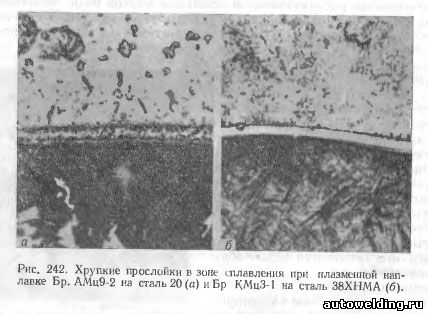
Ухудшает свариваемость стали с медными сплавами образование в околошовной зоне у границы сплавления промежуточных хрупких прослоек (рис. 242). Их возникновение и развитие связано с диффузией некоторых элементов из стали и сплава меди. Чтобы предупредить образование прослоек такого типа, следует применять способы и режимы сварки, обеспечивающие минимальные нагрев стали и длительность ее контакта с жидким сплавом меди. Весьма эффективна также предварительная наплавка на сталь промежуточных слоев из сплавов, уменьшающих возможность образования хрупких прослоек и перехода железа в наплавленный металл.
|




