Сварка пластмасс экструдируемой присадкой (расплавом)
Сущность и схемы процессаСущность процесса состоит в том, что расплавленный материал, выходящий из экструдера (экструзионная сварка или сварка экструдируемой присадкой) или из машины для литья под давлением, непрерывно или периодически подается в зазор между соединяемыми поверхностями, которые он нагревает до температуры сварки, сплавляясь с ними, так образуется сварной шов. Экструзионная сварка может осуществляться по бесконтактной и контактной схемам (рис. 29.3). 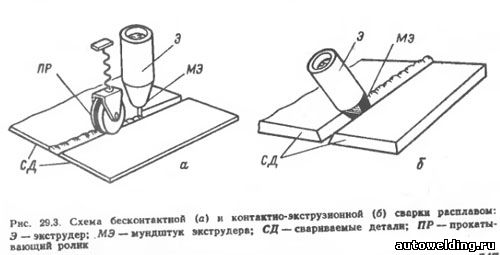
Бесконтактная сваркаПри бесконтактной сварке мундштук экструдера не контактирует со свариваемыми поверхностями, а устанавливается на определенном расстоянии от них. Это расстояние выбирается таким образом, чтобы расплав, выдавливаемый из экструдера, не успел переохладиться. Из этих же соображений температура расплава на выходе из мундштука должна превышать температуру текучести или плавления на 40—50 К. Для плотного прижатия присадочного материала к свариваемым поверхностям применяются прижимные приспособления (ролики, ползуны и т. п.). Контактно-экструзионная сваркаПри контактно-экструзионной сварке мундштук экструдера касается кромок соединяемых деталей. За счет этого уменьшаются потери теплоты в окружающую среду и осуществляется дополнительный подогрев кромок. Давление, развиваемое в экструдере, достаточно для создания необходимого контакта присадочного материала с соединяемыми кромками, поэтому дополнительных прижимных устройств не требуется. В некоторых случаях к мундштуку экструдера присоединяются нагретый инструмент с рифлениями, обеспечивающими перемещение присадочного материала параллельно направлению сварки. Экструдированной присадкой можно сваривать детали встык, внахлестку, а также выполнять угловые швы из таких материалов как полиэтилен, полипропилен, поливинилхлорид, полистирол. Состав присадочного материала аналогичен свариваемому. Этот способ применяют для сварки изделий, имеющих швы большой протяженности — пленки (скорость сварки до 2,5 м/с), листы, профили, трубы и т. д. Экструдированная сварка листовых материалов толщиной до 3 мм выполняется без разделки кромок только контактным методом, так как в этом случае разделка осуществляется при движении мундштука в процессе сварки. При больших толщинах следует применять V-образную или Х-образную разделки кромок. ОборудованиеДля сварки экструдируемой присадкой наиболее широкое применение получили полуавтоматы ПСП-5, ПСП-5м, ПСП-6 и РЭСУ-500 с прямоточными пистолетами и ПСП-ЗЭ, ПСП-4 со шнековыми пистолетами. На базе полуавтомата ПСП-5 создан специализированный карусельный стенд УСА-1. См. также:
|




