Сварка пластмасс токами высокой частоты
Схемы процессаСварка термопластов ТВЧ основана на нагреве в результате преобразования электрической энергии в тепловую непосредственно внутри самого материала. Сущность процесса сварки ТВЧ заключается в следующем. Свариваемое изделие помещают в переменное электрическое поле высокой частоты. Поскольку пластмассы являются несовершенными диэлектриками, элементарные заряды при внесении диэлектрика в высокочастотное поле несколько смещаются, небольшое количество имеющихся в диэлектрике свободных зарядов образует ток проводимости. На смещение заряженных частиц затрачивается работа, которая превращается в тепло благодаря наличию молекулярного трения между материальными частицами. Каждое изменение направления электрического поля влечет за собой выделение некоторого количества тепла. Для сварки пластмасс применяются токи высокой частоты в пределах 30—40 МГц. Высокочастотная сварка осуществляется между двумя металлическими электродами-обкладками конденсатора, включенными в колебательный контур генератора электрических колебаний. Нагреваться в поле ТВЧ могут не все типы пластмасс, а только так называемые полярные. К полярным относится поливинилхлорид, винипласт, полиамид; к неполярным — полиэтилен, полистирол, полиизобутилен и фторопласт-4. При сварке ТВЧ обкладками конденсатора являются электроды сварочной установки. Сварка может осуществляться по прессовой и роликовой схемам (рис. 29.9). 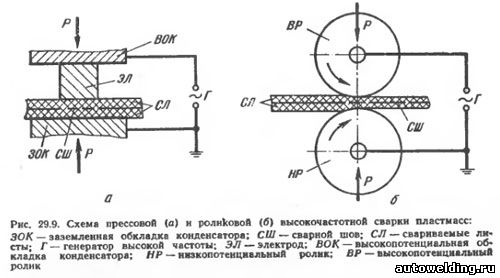
Прессовая сваркаПри прессовой сварке (рис. 29.9, а) соединение получают за один рабочий цикл. Конфигурация сварных швов соответствует конфигурации электродов. Сварной шов укладывается одновременно по всему контуру, т. е. все участки шва свариваются на одном и том же режиме, нагрев происходит равномерно, что обеспечивает высокое качество сварного соединения. Электроды при прессовой сварке служат не только для подвода энергии к зоне соединения, но и для создания сварочного давления на эту зону и регулирования теплоотвода от нее. Прессовая сварка ТВЧ позволяет получать соединения внахлестку, встык, втавр, на ус и с отбортовкой кромок. Разновидностью прессовой сварки является шовно-шаговая сварка. В этом случае материалы свариваются участками с определенным шагом или с перекрытием для получения строчки или непрерывного шва. Подача материалов на шаг осуществляется в момент подъема электродов. При сварке синтетических тканей и пленок для этого используют машины типа швейных, оборудованных точечными электродами и механизмом шаговой подачи материалов на 1—2 мм. Роликовая сваркаРоликовая сварка (рис. 29.9,б) используется для получения непрерывных протяженных швов. Электродами при этом служат ролики или диски, вращающиеся в противоположном направлении. Один электрод-ролик соединяется с высокопотенциальным выводом генератора ТВЧ, а другой заземлен. Роликовая сварка обладает следующими недостатками, затрудняющими ее использование. Во-первых, при большой скорости сварки сварной шов не успевает охладиться под давлением и выходит из-под электродов-роликов в нагретом состоянии. Это приводит к значительным деформациям шва, особенно при больших толщинах свариваемого материала. Во-вторых, электрическая емкость между роликами мала, что также не позволяет достичь больших скоростей сварки. Указанные недостатки обусловливают целесообразность применения роликовой сварки ТВЧ только для соединения тонких пленок, так как с повышением толщины скорость сварки значительно снижается. Так, при толщине пленки 100 мкм оптимальная скорость сварки составляет 6 м/мин, а при толщине 200 мкм — 2 м/мин. При большой толщине скорость сварки ТВЧ снижается настолько, что применение ее становится экономически нецелесообразно. ОборудованиеДля целей сварки пластмасс принята серия сварочных установок, питаемых от ламповых генераторов следующих мощностей: 1,6; 4,0; 6,0; 10 кВт, которые работают исключительно на частоте 27,12 МГц±1 %. В настоящее время отечественной промышленностью выпускаются высокочастотные сварочные установки ВЧДЗ-1,6/27, ВЧД6-4/27, ВЧД10-4/27, ВЧД6-10/27 Таганрогским заводом электротермического оборудования. См. также:
|




