Сварка тонколистовой стали бортовыми швами
Дуговая сварка металла малой толщины — до 1,5—2 мм в ряде случаев может производиться бортовыми швами. Для этой цели практическое применение находит способ сварки угольным электродом в атмосфере углекислого газа. В случае сварки малоуглеродистой стали на прямой полярности науглероживания шва не наблюдается, напротив, происходит незначительное выгорание углерода (порядка 0,01%), а также заметное выгорание марганца (до 0,20%) и кремния. По химическому составу и структуре металл шва, сваренный в углекислоте, не отличается от металла шва, сваренного в техническом аргоне. Механические испытания и испытания на герметичность бортовых швов, сваренных в углекислоте, дали более высокие результаты, чем испытания швов, сваренных ацетилено-кислородным пламенем. Технические возможности этого способа сварки еще недостаточно изучены, однако уже имеется опыт применения сварки угольной дугой в углекислом газе не только для малоуглеродистой стали, но и для других сталей и сплавов. В частности, удавалось получать удовлетворительные бортовые швы, соединяющие детали из малоуглеродистой стали и ферроникеля и пр. При сварке тонкого металла угольной дугой можно получить удовлетворительное формирование шва в любом пространственном положении без каких-либо манипуляций дугой, так как при малом объеме расплавленного металла соотношение между силой сцепления и давлением дуги обеспечивает возможность свободного формирования шва. В случае сварки швов очень малого сечения при недостаточно точной сборке (что практически всегда имеет место) формирование шва осложняется. Когда запас расплавленного металла недостаточен для образования непрерывного шва при наличии зазора между кромками, необходимо применять специальные технологические приемы. В данном случае хороший эффект дает сварка на спуск и сварка наклонным электродом углом вперед. При наклоне изделия на 15—20° и одновременном наклоне электрода на 10—15° относительно вертикальной оси удается, например, получать хорошие швы на металле толщиной 0,5—1 мм при местных зазорах между кромками, равных толщине металла. Представляют интерес разработанные Институтом электросварки им. Е. О. Патона АН Украины установки для герметизации корпусов конденсаторов методом сварки взамен пайки. Эти установки отличаются большой степенью механизации и автоматизации основных технологических операций. Примером такой установки может служить сварочный станок-автомат А-450, который обеспечивает приварку крышек к прямоугольным корпусам конденсаторов. Он снабжен сварочной головкой и специальным вращателем с копирным устройством. Головка при сварке остается неподвижной, вращается корпус конденсатора. Рабочий производит закладку изделия в зажимное устройство и выемку изделия после сварки, все остальные операции производятся автоматически. Производительность сварочного станка достигает 2000—3000 корпусов конденсаторов в смену. Режим сварки корпуса из стали толщиной 0,5 мм следующий: ток 25—30 а, скорость сварки 60—75 м/час, расход углекислого газа 10 л/мин. Хорошие результаты были получены при сварке угольным электродом в атмосфере углекислого газа стыков тонкостенных трубок малого диаметра, в том числе неповоротных вертикальных и горизонтальных стыков. Рассмотрим примеры выполнения сварки неповоротных стыков. При сварке стыков труб накладывают швы с некоторым усилением. Чтобы ввести дополнительный металл для образования усиления, можно зажать между торцами труб присадочную шайбу, диаметр которой несколько больше диаметра трубы. Регулируя диаметр этой шайбы, можно получить требуемое усиленно шва. Было найдено, что при сварке вертикального стыка наилучшее формирование шва получается, если сварку начинать с Потолочного положения. Режим сварки трубок диаметром 1 дм при толщине стенки 3,5 мм следующий: ток 180 а, длина дуги 3—4 мм, скорость сварки 50 м/час, диаметр электрода 6 мм, расход газа 10 л/мин. 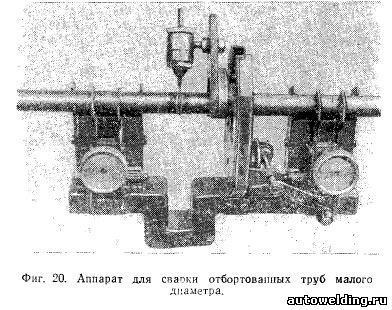
В процессе сварки трубок из малоуглеродистой стали происходит некоторое выгорание кремния и марганца. Для компенсации этого выгорания целесообразно применять шайбы из стали с повышенным содержанием кремния и марганца. При испытании на растяжение образцов сваренных труб прочность металла шва была не ниже 40 кг/мм2. Представляет практический интерес сварка неповоротных стыков тонкостенных труб с отбортовкой. Малая толщина стенки (1—2 мм) позволяет сваривать такие трубы бортовым швом. Отбортовка труб выполняется простым приспособлением. Аппарат для сварки стыков отбортованных трубок изображен на фиг. 20. Применяемые в зависимости от диаметра труб режимы сварки приведены в табл. 18. 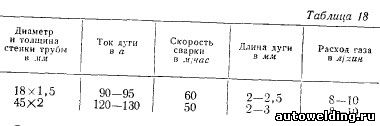
Сварные швы отличаются хорошим внешним видом, обладают герметичностью и достаточной механической прочностью. Приведенными выше примерами безусловно не исчерпываются возможные случаи применения сварки угольным электродом в среде углекислого газа. Следует расширять область применения этого простого и высокоэкономического способа сварки. Без существенных затруднений он может быть применен при изготовлении труб вентиляционных воздухопроводов, различных тонкостенных емкостей, детален приборостроительной промышленности и во многих других случаях.
| 



