Технология сварки бериллия (Be)
Свариваемость бериллия и его сплавовПри сварке бериллия методами плавления возникает ряд трудностей, которые ограничивают области их применения. В связи с хрупкостью бериллия и его высокой химической активностью по отношению к примесям-газам швы весьма склонны к образованию пор, холодных и горячих трещин. Дополнительные затруднения создает большая склонность Be к росту зерен при нагреве. Кроме этого, необходимо учитывать, что наиболее высокими свойствами обладает горячепрессованный Be в деформированном состоянии, а после сварки такого металла в литой зоне свойства основного металла недопустимы низки, особенно по пластичности. В связи с этим методы сварки плавлением Be преимущественно используют для ненагруженных конструкций, например для герметизации. Основные трудности при сварке Al — Be сплавов возникают в связи с существованием химической неоднородности в зоне термического влияния (рис. 26.1). Наличие ее связано с возникновением под действием термического цикла сварки протяженного (4—6 мм) участка твердожидкого состояния материала. В этой зоне происходят как изменения макрообъемов, заключающиеся в увеличении сечения в зоне термического влияния и уменьшения сечения в шве, так и изменения микроструктуры. 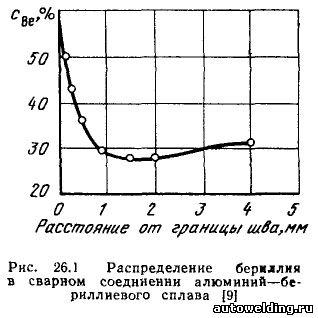
Помимо структурной неоднородности, существует еще и химическая неоднородность зоны термического влияния, особенно на сплавах системы Al—Be—Mg. В результате теплового влияния сварочного цикла в алюминиевой матрице металла околошовной зоны происходит распад пересыщенного твердого раствора Mg в Al с образованием стабильной фазы Mg2Al3. Неоднородная по структуре и содержанию элементов зона термического влияния однопроходных сварных соединений сплавов системы Al—Be—Mg не уступает по кратковременной прочности литому металлу шва, а по пластичности и ударной вязкости — основному металлу, неоднородность в первую очередь сказывается на циклической прочности. Предел ограниченной выносливости сварных соединений на базе циклов 106 в 2—3 раза ниже, чем у основного металла, на базе циклов 2 * 103 это соотношение составляет 1,5—2. Разрушение, как правило, инициируется наличием в зоне термического влияния фазы Mg2Al3. Увеличение температуры нагрева более 1000 °С приводит к снижению прочности соединений за счет роста зерна. Технология сварки и свойства соединений Аргонодуговая и электронно-лучевая сварка бериллия Дуговую сварку бериллия осуществляют в камерах с контролируемой атмосферой газов: аргона повышенной чистоты или смеси 50 % Аr и 50 % Не. Перед заполнением газами необходимо создавать разряжение в камере. Наилучшие результаты достигаются на соединениях по отбортовке кромок с проплавлением на 1—1,5 мм. Наименьший размер зерна, а следовательно, и наилучшие свойства получают при электронно-лучевой сварке в вакууме на режимах, обеспечивающих минимальную погонную энергию. Однако и этот метод не дает возможности получать равнопрочные с основным металлом сварные соединения, а тем более близкие с ними по пластичности. Диффузионная сварка бериллия Многие сложности сварки плавлением устраняются при использовании сварки в твердой фазе — диффузионной. Используют сварку Be с промежуточной прокладкой и без нее. В случае сварки без прокладки процесс ведут в вакууме (~6,6 МПа) под механическим давлением с нагревом в высокочастотном индукторе до температур от 700 до 1000 °С. У горячепрессованных и выдавленных материалов существует максимум прочности сварных соединений в области температур нагрева 900—1000 °С. В табл. 26.3 приведены некоторые результаты диффузионной сварки Be. На оптимальных режимах сварки достигаются свойства соединения, равные свойствам основного металла. Обязательным условием получения качественного соединения является тщательная подготовка соприкасающихся поверхностей, заключающаяся в удалении окисного слоя и снижении путем полировки шероховатости поверхностей до минимума. 
Для сохранения чистоты соединяемой поверхности и уменьшения влияния поверхностной шероховатости используют промежуточную металлическую прослойку. В качестве промежуточной прослойки рекомендуется использовать серебро. Так как серебро не образует стабильного оксида, его можно нанести заблаговременно на детали либо электролитически, либо осаждением в вакууме. Равнопрочные с бериллием соединения достигаются при температуре нагрева 150—200°С и давлении сварки ~70 МПа. Толщина прокладок из серебра имеет оптимум в диапазоне 15—50 мкм. Для более толстых прослоек прочность при растяжении непосредственно связана со свойствами серебра. Когда толщина прослойки уменьшается, прочность при растяжении этих соединений увеличивается из-за сдерживания пластического течения. Для очень тонких промежуточных слоев на площади контакта начинают сказываться чистота и гладкость поверхности, поэтому прочность при растяжении существенно снижается. Используя промежуточные прокладки, осуществляют диффузионную сварку Be со сталью и Ti. Аргонодуговая и электронно-лучевая сварка сплавов Алюминиево-бериллиевые сплавы толщиной до 3 мм свариваются обычно аргонодуговой сваркой. Существует достаточно узкий диапазон скоростей сварки (18—24 м/ч), соответствующий оптимальному сочетанию благоприятных условий формирования шва с удовлетворительными механическими свойствами и минимальной химической неоднородностью по Be в зоне термического влияния. Для соединения Al—Be сплавов толщиной более 5 мм эффективно применение метода электронно-лучевой сварки. Качество формирования шва и свойства сварных соединений в значительной степени зависят от плотности мощности электронного луча и состава свариваемого сплава. При низких уровнях плотности мощности, обеспечивающих проплавление на уровне 2—3 мм, практически на всех сплавах удается получить удовлетворительное формирование шва. При увеличении плотности мощности и соответственно глубины проплавления на большой группе сплавов наблюдается ухудшение формирования шва, заключающиеся в выбросе жидкого металла из сварочной ванны на кромки свариваемых пластин, что приводит к образованию специфического дефекта в виде продольной полости или «реза». Причиной появления подобных дефектов является перегрев содержащегося в сплаве магния выше точки кипения. Подобный перегрев приводит к объемному парообразованию, вскипанию и выбросу расплава. Наличие Be в сплаве при кристаллизации резко повышает его вязкость, что затрудняет формирование шва. Подобные процессы происходят не на всех Al—Be—Mg сплавах, а только на тех, у которых не соблюдается критическое соотношение Mg и Be. Экспериментально определенные критические соотношения элементов сплавов приведены на рис. 26.2. 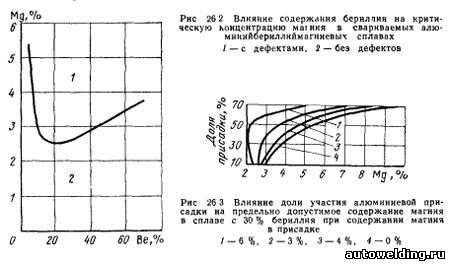
Существование предела по концентрации в сплаве магния сводит мероприятия по предупреждению дефектов к двум возможным вариантам: 1 — использованием для узлов, в которых предусматривается электронно-лучевая сварка сплавов с содержанием Mg меньше критического; 2 — искусственное снижение концентрации Mg ниже критической только в зоне взаимодействия электронного луча со свариваемым материалом для сплавов с содержанием Mg выше критического. Второй вариант реализуется за счет использования прокладок, располагаемых в стыке соединения. Дозировка критического содержания магния в этом случае осуществляется как за счет доли участия основного металла в объеме сварочной ванны, так и за счет содержания магния в прокладке (рис. 26.3). В качестве прокладок рекомендуются стандартные алюминиевые сплавы. Основным условием является минимальное содержание в них, а лучше полное отсутствие легкоплавких элементов (Mg, Mn, Zn, Li). Использование прокладок является необходимым, но не достаточным условием получения качественных соединений. Для устранения внутренней пористости и несплошностей необходимо применение продольно-поперечных колебаний электронного луча. Частота продольных колебаний составляет 50—100 Гц, амплитуда 3—4 мм; частота поперечных колебаний 200—300 Гц, амплитуда 1,5—2,0 мм. Механические свойства электронно-лучевых сварных соединений представлены в табл. 26.4. Использование легированных присадок (АК-8, Д20) позволяет получать прочность на уровне 0,8—0,9 от прочности основного металла при повышенной пластичности. Введение в шов дополнительных легирующих элементов дает возможность повышать прочность за счет термообработки, в то время как сами сплавы системы Al—Be—Mg не термоупрочняемы. Термическая обработка шва, сваренного с прокладкой АК-8, по режиму: температура закалки 480—500 °С в воду, температура старения 155—160 °С, выдержка 12—23 ч, обеспечивает равнопрочность шва с основным металлом. 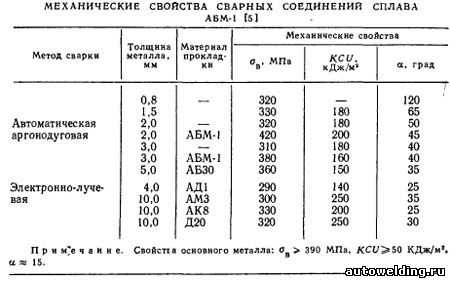
Сварные конструкции из Al—Be сплавов находят применение в изделиях, работающих под высокими статическими и динамическими нагрузками, в коррозионных средах, при необходимости снижения веса и повышения жесткости. "Сварка и свариваемые материалы". Под редакцией д.т.н В.Н. Волченко
| 



