Термическая обработка изделий, изготовленных сваркой
Термической обработке подвергают ответственные сварные конструкции, к которым предъявляется требование сохранения неизменных формы и размеров после механической обработки в процессе эксплуатации, а также конструкции из высокоуглеродистых и легированных Сталей для повышения пластичности и вязкости сварных швов. В процессе нагрева предел текучести низкоуглеродистой стали заметно снижается и при 600 °С близок к нулю — практически при этой температуре металл не оказывает сопротивления пластическим деформациям и сварочные остаточные напряжения полностью исчезают. Как показывает опыт, для стабилизации размеров неответственных конструкций из низкоуглеродистых сталей достаточно - произвести их высокотемпературный отпуск при 600...670°С. Время отпуска назначают из расчета 1 мин на 1 мм наибольшего сечения, в котором имеется сварной шов, но не менее 30 мин; охлаждение — медленное на воздухе. Конструкции ответственного назначения из углеродистых сталей подвергают полному отжигу, который не только снимает внутренние напряжения, но и повышает пластичность шва и околошовной зоны. Отжиг заключается в нагреве стали до температуры, соответствующей заданному температурному интервалу (рис. 14.6), выдержки из расчета 1 мин на 1 мм сечения, но не менее 30 мин; охлаждение — вместе с печью до 300 °С, а затем на воздухе. 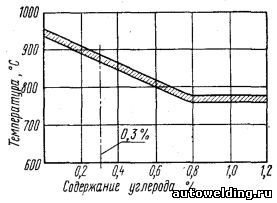
Рис. 14.6. Температурный интервал нагрева углеродистой стали, требуемый для ее полного отжига (полный отжиг или нормализация стали с содержанием углерода 0,3 % происходит в интервале 870...890 °С) Нормализация является разновидностью полного отжига. Температурный интервал нагрева сталей с содержанием углерода до 0,8 % назначают в соответствии с указанным на рис. 14.6. Время выдержки — такое же, как и при йодном отжиге; охлаждение — на воздухе. В результате такого охлаждения металл приобретает мелкозернистое строение. По сравнению с полным отжигом нормализация обеспечивает получение более прочного, но менее пластичного шва. Э.С. Каракозов, Р.И. Мустафаев "Справочник молодого электросварщика". -М. 1992
| 



