Устройства для поджига дуги
Устройства для первоначального поджига дуги делятся на два класса: устройства поджига от короткого замыкания касанием и устройства поджига через зазор. Поджиг коротким замыканием осуществляется путем кратковременного контакта электрода и изделия и последующего их разведения. Ток, проходящий через микровыступы электрода в момент контакта, разогревает их до температуры кипения, а поле, возникающее при разведении электродов, обеспечивает эмиссию электродов, достаточную для возбуждения дуги. При поджиге коротким замыканием возможен перенос материала электрода в сварной шов (образование вольфрамовых включений). Для устранения этого нежелательного явления зажигание должно осуществляться при малом токе, не превышающем 5—20 А (в зависимости от формы заточки конца электрода). Устройство для поджига должно обеспечивать малый ток короткого замыкания, поддержание тока на этом уровне до момента образования дуги и лишь затем его плавное нарастание до рабочего. Такое устройство является неотъемлемой частью источника сварочного тока. Главное достоинство поджига касанием — отсутствие высоковольтных устройств и вызываемых ими при пробое дугового промежутка радиопомех. Благодаря широкому применению тиристорных и транзисторных источников сварочного тока, систем АРНД в автоматах поджиг касанием более перспективен. Такой системой поджига снабжены установка УДГ-201, автоматы АДГ-201 и АДГ-301. Однако из-за опасности образования вольфрамовых включений и усложнения сварочной головки при автоматической сварке в специализированных установках для ручной сварки и автоматах пока более распространен поджиг дуги через зазор путем пробоя промежутка высоковольтными импульсами. Основные требования к устройствам для поджига через зазор (возбудителям дуги или осцилляторам) таковы: возбудитель дуги должен обеспечивать надежное возбуждение дуги во всех возможных режимах работы сварочной установки за время, пренебрежимо малое по сравнению со временем сварки; возбудитель дуги не должен угрожать безопасности сварщика. Для этого генерируемый возбудителем импульс имеет обычно характер высокочастотных колебаний, не опасных для жизни человека. В связи с колебательным характером генерируемого импульса возбудитель называют также осциллятором; возбудитель не должен влиять на работу сварочной установки и, в частности, ухудшать ее надежность. Требования к параметрам импульса зависят от условий в дуговом промежутке и свойств источника питания сварочной дуги. Возбудители могут быть предназначены для возбуждения дуги постоянного или переменного тока. В последнем случае к возбудителям предъявляется ряд специфических требований, относящихся, в частности, к моменту поджига дуги. Возбудители могут иметь независимое питание от сети или питаться непосредственно дуговым напряжением. Последние возбудители обладают преимуществами перед первыми: они не нуждаются в дополнительной питающей цепи, автоматически включаются при подаче напряжения на дуговой промежуток и автоматически же прекращают работу после возбуждения дуги. Основными составными частями возбудителя являются источник высокого напряжения, высокочастотный генератор и устройство ввода высокого напряжения в цепь сварочной дуги. 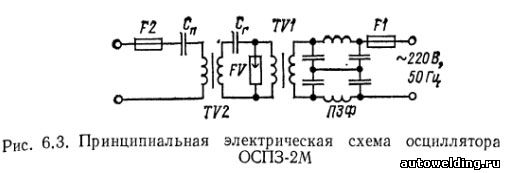
По типу источника высокого напряжения различают возбудители непрерывного и импульсного питания. В первом случае (примером может служить осциллятор ОСПЗ-2М, схема которого показана на рис. 6.3) высокое напряжение получается при трансформации напряжения с помощью высоковольтного низкочастотного трансформатора TV1. Достоинством такого питания является простота схемы. Оно проявляется лишь при питании возбудителя переменным током, т. е. для возбудителей дуги постоянного тока — при независимом питании. Преобразование постоянного тока в переменный сводит это достоинство к нулю и поэтому никогда не применяется. Недостатками возбудителей непрерывного питания являются наличие высокого напряжения промышленной частоты, опасного для жизни обслуживающего персонала, сложность и высокая стоимость высоковольтного трансформатора и невозможность управления моментом генерации импульсов высокого напряжения на стороне низкого напряжения, которое бывает целесообразно при поджиге дуги переменного тока. В возбудителе с импульсным питанием (пример — возбудитель ВИР-101, схема которого представлена на рис. 6.4) предварительно запасенная в накопителе энергия выделяется за короткое время на каком-либо из элементов высокочастотного контура, чаще всего на конденсаторе Сн. 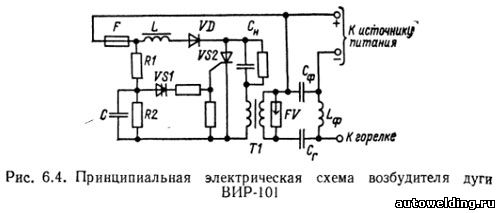
Одним из важнейших элементов высоковольтного источника является трансформатор. В системах непрерывного питания надежность трансформатора определяет, как правило, надежность всего возбудителя. Это вызвано противоречивостью требований к трансформатору. С одной стороны, это высоковольтный трансформатор с повышенным рассеянием и он должен изготовляться по всем правилам высоковольтного трансформаторостроения. С другой стороны, его габариты и стоимость должны быть малы по сравнению а габаритами и стоимостью всей технологической установки, что может быть достигнуто лишь в условиях крупносерийного производства. Такие условия трудно обеспечить при незначительном выпуске изделия. При импульсном питании уменьшаются объем и габариты трансформатора. Кроме того, значительно снижаются требования к его изоляции. Наконец, в качестве импульсного трансформатора T1 (рис. 6.4) могут использоваться изделия, выпускаемые серийно в других отраслях промышленности, в частности катушки зажигания батарейной системы зажигания двигателей внутреннего сгорания (бобины). Эти изделия выпускаются большими сериями, рассчитаны на тяжелые условия работы и обладают высокой надежностью. Важным достоинством систем импульсного питания является отсутствие высокого напряжения промышленной частоты, опасного для жизни обслуживающего персонала. При непрерывном питании возбудитель принадлежит к классу устройств с напряжением выше 1000 В, что значительно затрудняет его ремонт и настройку; при импульсном питании возникающее высокое напряжение не опасно для жизни из-за малой длительности его действия — возбудитель относится к классу устройств с напряжением до 1000 В, как и вся сварочная установка. Наконец, еще одним достоинством импульсной системы является простота управления возбудителем, осуществляемого с помощью коммутатора. В частности, в цепь управления коммутатором может быть включено пороговое устройство, отключающее возбудитель после зажигания дуги. Накопитель может быть как емкостным (конденсатор СH на рис. 6.4), так и электромагнитным (дроссель). В первом случае перекачка энергии происходит при замыкании цепи разряда накопителя (коммутатор—тиристор VS2 на рис. 6.4), необходим импульсный трансформатор для повышения напряжения; во втором — энергия перекачивается при разрыве цепи накопителя, в качестве накопителя может использоваться сам импульсный трансформатор. На таком принципе работает система батарейного зажигания двигателей внутреннего сгорания. Системы с емкостным накопителем существенно надежнее электромагнитных. Высокочастотный генератор (разрядник FV, конденсатор Сг и первичная обмотка трансформатора высокой частоты TV2 — рис. 6.3) находится, как правило, на стороне высокого напряжения. В противном случае необходимо было бы трансформировать высокочастотное напряжение до высокой величины. При этом выходное сопротивление возбудителя определялось бы внутренним сопротивлением трансформатора, вторичная обмотка которого должна была бы иметь большое число витков (не менее нескольких десятков). В то же время сопротивление шунтирующих дуговой промежуток цепей (низковольтный источник питания дуги) не может быть слишком большим. Обычно для увеличения этого сопротивления высокочастотному току возбудителя применяется защитный дроссель, включаемый последовательно в цепь дуги. Падение напряжения на дросселе от тока дуги (постоянного или низкочастотного) должно быть мало по сравнению с дуговым напряжением (доли вольта), и, следовательно, активное сопротивление дросселя должно быть малы (сотые или тысячные доли ома); в то же время на высоко частоте сопротивление дросселя должно быть не менее чем на порядок выше выходного сопротивления возбудителя на этой частоте (составляющего обычно несколько кило ом). При таких требованиях добротность дросселя должны быть недостижимо высока (порядка 108—109). Достижима добротность на шесть порядков ниже. Другая причина того, почему высокочастотный генератор должен находиться на стороне высокого напряжения, заключается в необходимости иметь возможность после пробоя передать в дуговой промежуток большую энергию за короткое время (большую мощность) для создания преддуговой проводимости. Высокую мощность в дешевом устройстве проще всего можно получить при наличии накопителя на стороне высокого напряжения. Высокочастотные генераторы высокого напряжения выполняются обычно на разрядниках (искровые генераторы). Искровые генераторы обладают существенными недостатками. Они генерируют широкий спектр частот, что мешает эффективно подавлять помехи, посылаемые обратно в питающую сеть; колебания в контуре генератора затухают из-за потерь в разряднике. Однако по дешевизне, простоте конструкции, КПД и надежности искровые генераторы не имеют конкурентов. Следует отметить также, что при пробое дугового промежутка возникает искровой разряд, являющийся мощным источником помех в широком диапазоне частот, так что замена искрового генератора каким-либо другим (с более стабильной частотой) мало изменяет общий уровень помех. Напряжение, образующееся на индуктивном элементе колебательного контура высокочастотного генератора, должно быть приложено к дуговому промежутку (ДП). По тому, как осуществляется ввод напряжения в цепь дуги, различаются возбудители параллельного и последовательного включения. В первом случае (рис. 6.3) колебательный контур изолируется от цепи дуги с помощью фильтра низких частот, защищающего элементы контура от протекания больших токов от источников питания дуги. Обычно для этой цели используется проходной конденсатор небольшой емкости Сп (рис. 6.3), имеющий большое полное сопротивление для тока промышленной частоты и малое — для высокочастотного тока. Источник питания дуги должен быть защищен от воздействия высокого напряжения. Для этой цели служит фильтр высоких частот. Обычно применяется Г-образный индуктивно-емкостный фильтр, состоящий из высокочастотного дросселя (воздушного или с ферритовым сердечником) и конденсатора (в состав осциллятора ОСПЗ не входит.) Дроссель включается в цепь дуги последовательно, и его обмотка рассчитана на прохождение полного тока дуги. Конденсатор фильтра включается параллельно источнику питания дуги. Для эффективной защиты источника питания необходимо, чтобы на частоте возбудителя сопротивление дросселя было намного больше сопротивления конденсатора. Для этого, в частности, должны быть малы паразитные параметры дросселя и конденсатора: емкость между обмоткой и корпусом в дросселе и собственная индуктивность конденсатора. Первое достигается специальным исполнением дросселя, а второе — применением малоиндуктивных конденсаторов или параллельным включением конденсаторов двух типов: высокоиндуктивного большой емкости (например, металлобумажного с L ≈ 200 нГн) и безындуктивного (например, слюдяного или керамического с L ≈ 5 нГн) малой емкости. Провода, соединяющие защитный конденсатор с зажимами источника питания дуги, должны иметь небольшую длину (небольшую собственную индуктивность). Фильтр высоких частот служит нагрузкой для высокочастотного генератора возбудителя. Поэтому его полное сопротивление должно быть значительно выше выходного полного сопротивления возбудителя. При большом сечении обмотки дросселя этого трудно достигнуть. Учитывая это, более целесообразно применять последовательное включение возбудителя. В этом случае катушка индуктивности колебательного контура генератора Lф (рис. 6.4) или вторичная обмотка высокочастотного трансформатора включаются в цепь последовательно. Источник питания шунтируется конденсатором большой емкости. Требования к конденсатору аналогичны требованиям к конденсатору фильтра высоких частот. Требования же к катушке индуктивности контура значительно снижены по сравнению с требованиями к дросселю фильтра; степень защиты и нагрузка генератора не зависят от индуктивности дросселя. Фильтр низких частот в этом случае не нужен вовсе. Возбудитель последовательного включения более эффективен, чем возбудитель параллельного включения. В первом в дуговом промежутке после пробоя выделяется почти вся энергия, накопленная в колебательном контуре генератора (небольшая часть ее расходуется в шунтирующем конденсаторе), во втором значительная часть энергии расходуется в фильтрах высоких и низких частот, часть энергии расходуется на внутреннем сопротивлении контура. Важным достоинством возбудителей последовательного включения является то, что они не требуют установки в цепи источника питания дополнительных элементов для защиты от высокого напряжения (конденсатор защиты обычно включается в состав возбудителя), в то время как возбудители параллельного включения нуждаются в отдельном фильтре высоких частот. Важнейшими выходными параметрами возбудителя являются выходное напряжение, энергия импульса и ток возбуждаемой дуги. По выходному напряжению различаются возбудители на 3—5 кВ для аргонодуговой сварки и на 10—20 кВ для воздушно-плазменной резки. Анализ существующих осцилляторов показывает, что энергия импульса в них изменяется от 0,01 до 0,2— 0,3 Дж. В возбудителях последних лет энергия импульса доведена почти до 1 Дж. Этот параметр определяет возможности возбудителя и требования к источнику питания дуги. Возбудители с малой энергией импульса (до 0,2 Дж) не обеспечивали возбуждения дуги в установках для воздушно-плазменной резки и плазменной сварки в углекислом газе. По току возбуждаемой дуги маркируются возбудители последовательного включения или защитные дроссели возбудителей параллельного включения. Возбудители предназначенные для возбуждения вспомогательной дуги в плазменных установках, рассчитаны, как правило, на малый действующий ток дуги (до 10 А с учетом ПН) Возбудители для возбуждения основной дуги должны вписываться по току в ряд номинальных гоков сварочных установок (обычно 200, 315 и 500 А при ПН = 60%). По конструктивному исполнению различаются возбудители переносные, встраиваемые и универсальные. Как правило, переносные возбудители стремятся изготовлять в виде моноблочного прибора (ОСПЗ-2М, ВИР-101), для встроенных, наоборот, характерно многоблочное исполнение. Универсальные возбудители, предназначенные как для переноски, так и для размещения внутри шкафов управления технологической установки, выполняются в виде 1—2 блоков. Промышленность выпускает несколько различных типов возбудителей дуги. Для сварки выпускаются осциллятор типа ОСППЗ-300-М и возбудитель УПД-1 для последовательного включения и осциллятор ОСПЗ-2М для параллельного включения. Осцилляторы ОСППЗ и ОСПЗ принадлежат к возбудителям, питающимся от сети переменного тока 220 В, с непрерывным питанием, с искровым высокочастотным генератором. Технические данные этих возбудителей приведены в табл. 6-2. 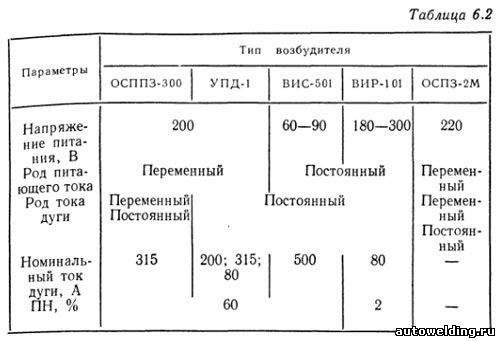
Устройство поджига дуги УПД-1 представляет собой импульсный возбудитель, генерирующий импульсы с частотой 100 Гц. Его важной особенностью является отсутствие коммутатора (разрядника) на стороне высокого напряжения, где контур возбуждается методом ударного возбуждения. Важным результатом этого является низкий уровень помех, создаваемых этим устройством. Для плазменной резки выпускаются модификация возбудителя УПД-1 и возбудитель ВИР-101. Последний принадлежит к типу возбудителей с питанием непосредственно от цепи дуги постоянного тока и автоматически прекращает работу после возбуждения. Генерация высокого напряжения в нем осуществляется путем разряда емкостного, накопителя через импульсный трансформатор; на стороне высокого напряжения размещен высоковольтный искровой генератор. Его технические данные приведены в табл. 6.2. Осциллятор ОСПЗ-2М (рис. 6.3) является типичным осциллятором непрерывного действия, предназначенным для параллельного подключения. Осциллятор питается от сети переменного тока через предохранитель F1, помехозащитный фильтр (ПЗФ). Источником высокого напряжения служит трансформатор низкой частоты TV1. Разрядник FV, конденсатор СР и первичная обмотка трансформатора высокой частоты образуют колебательный контур высокочастотного генератора. Проходной конденсатор СП образует фильтр низких частот. Предохранитель E2 защищает обмотку трансформатора TV2 при пробое конденсатора СП. Возбудители ВИС-501 и ВИР-101 (рис. 6.4) представляют собой устройства для возбуждения дуги постоянного тока, питающиеся от цепи дуги через предохранитель F. Резисторы R1, R2, конденсатор С и диодный тиристор (динистор) VS1 образуют релаксатор, при срабатывании которого конденсатор С разряжается через управляющую цепь тиристора VS2. При этом тиристор открывается и разряжает через первичную обмотку импульсного трансформатора T1 заряженный через дроссель L и диод VD накопительный конденсатор Сн. Разрядник FV, конденсатор С и дроссель Lф образуют генератор высокой частоты конденсатор Сф совместно с дросселем образуют фильтр высоких частот. Для возбуждения и стабилизации горения дуги переменного тока выпускается возбудитель-стабилизатор дуг ВСД-01.
| 



