Влияние легирующих элементов на свариваемость сталей
Свариваемость сталей — это собирательное понятие. Обобщенно под свариваемостью понимают возможность получения на данной стали сварного соединения с высокими свойствами, не уступающими свойствам основного свариваемого металла и высокого качества — отсутствия различного рода сварочных дефектов (пор, трещин, шлаковин и др.). Чем лучше свариваемость стали, тем шире технологический диапазон разных видов сварки этой стали и тем проще сам процесс. Плохо свариваемая сталь тоже может быть сварена, однако для этого должны быть приняты специальные технологические меры для избежания сварочных дефектов и получения хороших свойств сварного соединения. Ухудшение свариваемости стали вызывает образование горячих трещин при сварке, холодных трещин в сварных соединениях, сильный рост зерна в околошовной зоне, с образованием в зоне теплового влияния мартенсита или бейнита полностью или частично с высокой хрупкостью, значительно превышающей хрупкость свариваемой стали, образование разупрочненных участков в зоне теплового влияния, возникновение в зоне нагрева участков, склонных к дисперсионному упрочнению, либо сразу после сварки, либо со временем, возникновение высоких остаточных напряжений и деформаций. Возможность получения качественного сварного соединения с надлежащими свойствами зависит не только от состава свариваемой стали, но и от технологии и условий сварки, толщины свариваемого металла, конструкции объекта и др. Даже трудно свариваемая сталь, склонная к образованию закалочных структур и холодных трещин при сварке, может быть с успехом сварена с получением сварного соединения, удовлетворяющего всем требованиям, если обеспечить при сварке необходимую скорость нагрева и главное замедленное охлаждение или (и) провести термообработку сварного соединения сразу после сварки. Некоторые стали (например, высокохромистые ферритные) очень плохо свариваются дуговой сваркой, но хорошо свариваются контактной сваркой. Поэтому рассматривать влияние легирующих элементов на свариваемость сталей необходимо применительно к одному виду сварки — например, дуговой сварке ручной или автоматической с плавящимся электродом и одинаковыми прочими условиями. Углерод и все основные легирующие элементы отрицательно влияют на свариваемость. Однако пределы содержания различных легирующих элементов в стали, с которых начинается активное ухудшение свариваемости для разных элементов, различны. Кроме того, эти пределы зависят и от уровня легирования стали другими элементами. Лучше всего сваривается сталь с низким содержанием углерода. Повышение содержания углерода в нелегированной стали до 0,15% С несколько улучшает свариваемость за счет того, что при этом ограничивается рост зерна феррита. В нелегированной и низколегированной стали содержание углерода до 0,25% несущественно ухудшает свариваемость. Заметное ухудшение свариваемости наступает при повышении содержания углерода сверх 0,3%. Особенно плохо свариваются стали с содержанием 0,5% С и более Для сварки таких сталей нужны специальные технологические меры, обеспечивающие получение качественного сварного соединения. Отрицательное влияние углерода на свариваемость связано с повышением склонности стали к образованию горячих и холодных трещин, с повышением хрупкости металла в зонах теплового влияния (элементы неравновесных структур). Повышение содержания углерода в стали увеличивает объемные изменения при охлаждении, приводящем к образованию неравновесных структур. Влияние легирующих элементов на свариваемость может быть различным в низколегированных и высоколегированных сталях. Низколегированные стали с небольшим содержанием углерода (0,15—0,25%) составляют основную массу сталей для сварных конструкций и изделий, поэтому влияние легирующих элементов на свариваемость лучше всего рассмотреть для них. Кремний, вводимый в низколегированные стали в количествах до 1,7%, особо вредного влияния на свариваемость не оказывает. Некоторое отрицательное влияние кремния может быть связано с тем, что он упрочняет феррит и способствует неоднородности в распределении углерода. Поэтому в зонах теплового влияния сталей с кремнием более заметно влияние увеличения скорости нагрева на повышение степени неоднородности аустенита и неоднородность свойств после охлаждения. Кроме того, кремний образует устойчивые окисные пленки, что может отрицательно повлиять на свариваемость. Влияние марганца на свариваемость связано с содержанием углерода в стали — чем выше содержание углерода в стали, тем отрицательнее влияние марганца на свариваемость. При содержании в сталях 0,1% С хорошей можно признать свариваемость сталей, содержащих до 2,5% Мn. При более высоком содержании углерода (0,25%) хорошую свариваемость сохраняют стали при меньшем содержании марганца (1,7—1,8%). Влияние марганца на свариваемость связано главным образом с повышением склонности к появлению элементов закалочных структур в зоне теплового влияния, повышением хрупкости в этих участках и вероятностью появления холодных трещин. Увеличение склонности к образованию структур закалки увеличивает также эффект изменения объема в зоне теплового влияния после сварки. Влияние хрома на свариваемость также связано с содержанием в стали углерода. В стали с 0,1—0,12% С содержание до 3% Cr сохраняет хорошую свариваемость стали. При содержании 5% Сr сталь сваривается удовлетворительно. При повышении содержания углерода (до 0,25%) содержание хрома до 2% сохраняет у стали достаточно хорошую свариваемость. При большем содержании хрома свариваемость стали значительно ухудшается. Влияние хрома на ухудшение свариваемости связано с несколькими факторами Хром, как и марганец, повышает склонность к закаливаемости стали в зоне теплового влияния сварки, но в несколько меньшей степени Карбиды, содержащие хром, более трудно растворимы, чем Fe3C или (Fe, Мn)3С, и поэтому при сварочном нагреве аустенит в зоне теплового влияния (ЗТВ) будет менее однородным, чем в нелегированной или марганцовистой стали. При высоком содержании хрома сильно возрастает неоднородность свойств в ЗТВ, появляются участки с низкотемпературным мартенситом и повышается склонность к образованию холодных трещин. Увеличивается объемный эффект превращения аустенита и снижается теплопроводность стали. И то и другое приводит к повышению уровня остаточных напряжений в сварном соединении. Никель при содержании до 1 % в стали, содержащей до 0,2% С, существенно свариваемость не ухудшает. При повышении содержания никеля свариваемость ухудшается, но до 1,5% Ni остается удовлетворительной. При более высоком содержании никеля либо должно быть снижено содержание углерода в стали либо приняты специальные технологические меры для обеспечения надлежащего качества сварных соединений. Отрицательное влияние никеля на свариваемость связано с повышением устойчивости аустенита и увеличением в продуктах его распада в ЗТВ после сварки мартенсита и бейнита. Кроме того, никель увеличивает растворимость в стали водорода и благоприятствует тем самым повышению склонности к холодным трещинам при сварке. Плохо влияют на свариваемость элементы, дающие в стали устойчивые карбиды. Молибден и вольфрам без значительного ухудшения свариваемости вводят в низкоуглеродистую сталь в количествах до 0,5%. Ванадий и ниобий ухудшают свариваемость при содержании более 0,2%. По-видимому, влияние активных карбидообразователей на свариваемость низколегированных, низкоуглеродистых сталей связано с трудностями растворения устойчивых карбидов при нагреве, трудностями гомогенизации аустенита и вследствие этого с образованием в ЗТВ участков с хрупкими неравновесными структурами. Труднорастворимые карбиды ванадия, ниобия и титана влияют также на процесс кристаллизации сварочной ванны. Схематически влияние легирующих элементов в низкоуглеродистой низколегированной стали на условный показатель свариваемости представлено на рис. 84. За единицу условно принята свариваемость нелегированной стали с 0,2% С. 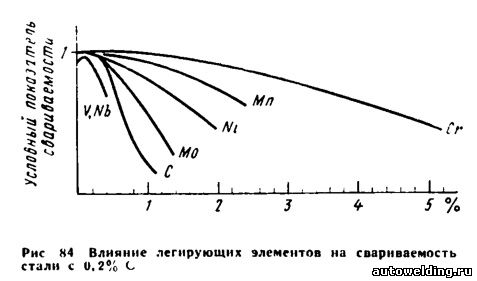
Международный институт сварки (МИС) для оценки свариваемости низколегированных сталей (документ IX-535—67) рекомендует пользоваться так называемым показателем эквивалента углерода С, Cэ = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15 (15) Символы различных элементов означают содержание данного элемента в процентах. Признаком хорошей свариваемости считается величина Cэ ≤ 0,4. Признавая рациональность такого подхода к оценке влияния состава стали на свариваемость, в ряде работ уточнены коэффициенты, соответствующие различным легирующим элементам. Однако использование формулы (15) для оценки свариваемости имеет и свои недостатки, связанные с недоучетом ряда факторов, также влияющих на свариваемость (например, толщина металла, способ и условия сварки и др.). Источник: Л.С. Лившиц. "Металловедение для сварщиков". Москва. Машиностроение, 1979. Читайте также:
|




