Погрешности обработки, обусловленные температурными деформациями станка, детали и инструмента
В процессе работы станка его детали перемещаются друг относительно друга, при этом возникает сила трения. Ее работа превращается в теплоту. Поэтому температура деталей станков в процессе работы постепенно возрастает. Если до начала работы станка температура его деталей равна температуре цеха (16—20°), то в дальнейшем она может повыситься до 60° и даже больше. При повышении температуры детали станка (корпуса бабок, шпиндели и другие) расширяются. Изменяется положение оси шпинделя и обрабатываемой детали (фиг. 10) относительно образующей режущей кромки инструмента, чем вносится погрешность в размер диаметра обтачиваемой детали: первоначально установленный диаметр D1 уменьшится и примет новое значение D2. 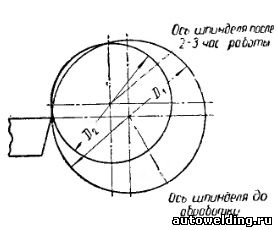
Фиг. 10. Погрешности обработки, возникающие в связи с тепловой деформацией шпинделя. Величина температурных деформаций зависит от режима работы станка, продолжительности работы, конструкции его узлов и других причин. Обычно она незначительна, но на станках, предназначенных для обработки деталей с высокой точностью, влияние ее может быть весьма существенным. Так, на бесцентровом станке 3А182 величина температурного смещения оси режущего круга в направлении приближения его к детали достигает 0,12 мм. На таком станке обычно обрабатывают детали по второму классу точности с допуском 0,01—0,04 мм, и величина смещения 0,12 мм будет весьма существенной. В первые часы работы станка, пока температура его деталей не приняла постоянного значения, смещением оси шпинделя может быть обусловлено уменьшение размеров деталей. На гидрокопировальных станках вследствие нагрева масла и деталей станка наблюдаются погрешности копирования, выражающиеся в постепенном уменьшении размеров обрабатываемой детали после настройки и начала работы. Нагрев самой детали в процессе ее обработки также является причиной появления погрешности обработки, так как при этом линейные размеры и диаметры увеличиваются. Если, например, чистовое точение вала или его шлифование следует тотчас после черновой обработки без предварительного охлаждения, то диаметр вала получается заниженным. Тонкостенные детали — трубы, гильзы, планки и другие — в процессе обработки нагреваются до более высокой температуры, и поэтому влияние температурных деформаций на точность обработки таких деталей сказывается в большей степени. Режущий инструмент нагревается в процессе обработки детали, поэтому изменяются его линейные размеры и положение, что также вызывает погрешность обработки. Например, первоначально установленный диаметр вала Z), (фиг. 11) вследствие теплового удлинения резца в процессе резания будет постепенно уменьшаться и к концу обточки достигнет размера D2 = D1+2ξ. Если диаметр D1 был равен наименьшему из допускаемых размеров или близок к нему, то диаметр D2 выйдет за допускаемые пределы. 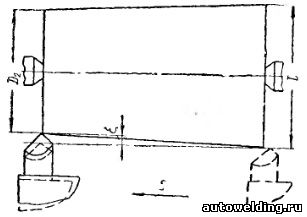
Фиг. 11. Погрешность обработки, возникающая при точении в связи с термическим удлинением резца. Температура инструмента и величина температурных деформаций его зависят от скорости и глубины резания, величины подачи, размеров инструмента, условий теплоотвода, степени затупления инструмента и от других причин. Чем выше режимы резания, меньше поперечное сечение резца, больше его вылет и степень затупления, тем больше температурные деформации. При износе резца по задней грани, равном например 0,8 мм, удлинение его в течение первых семи минут резания равно 55 мк. Тот же резец, но заточенный, удлиняется за это же время лишь на 22 мк. Исследования показывают, что тепловые деформации деталей станка возрастают в течение первых двух-трех часов работы. Затем наступает тепловое равновесие, и они становятся постоянными, не оказывая после этого существенного влияния на точность обработки. Тепловые деформации режущих инструментов стабилизируются в более короткие сроки: 10—25 мин. Чтобы избежать погрешности обработки, вносимой температурными деформациями деталей станка, в особенности при обработке деталей с высокой степенью точности, следует учитывать время стабилизации деформаций. В течение этого времени необходимо чаще контролировать размеры обрабатываемых деталей и соответственно корректировать настройку станка. Проверять правильность настройки следует, ориентируясь по размерам охлажденных до нормальной температуры обработанных деталей. Уменьшить погрешности обработки от температурных деформаций можно применением обильного охлаждения, установлением оптимальных режимов резания и величины износа. При точении с этой же целью следует применять резцы с большим поперечным сечением и возможно меньшим вылетом. В.И. Ишуткин. Настройка металлорежущих станков. Машгиз. 1960.
|




