Изготовление корпусов судов
Сложность очертания корпуса корабля заставляет уделять большое внимание точности и производительности заготовительных операций. В основе существующих методов постройки судов лежит предварительное изготовление частей корпуса судна в виде сборочных элементов, секций и блоков. Каждая отдельная секция должка быть достаточно жесткой. Границы плоских и объемных секций намечают по возможности в районах поперечных переборок симметрично диаметральной плоскости судна. Размеры секций выбирают с учетом габаритных ограничений перемещения их к месту сборки на стапеле, а также грузоподъемности кранов и транспортных средств. По технологическим соображениям при разбивке каркаса на элементы, секции и блоки необходимо предусмотреть выполнение возможно большего объема сборочно-сварочных работ в условиях цеха при их максимальной механизации, а также учесть особенности сборки на стапеле. Так, носовую и кормовую части корпуса обычно выделяют в крупные объемные секции, а при использовании блочного способа сборки корпус расчленяют поперечными сечениями от палубы до киля. Большинство сборочных элементов состоит из простых листовых деталей или из прокатных и составных балок и рамок, имеющих обычно тавровое сечение (рис. 16.8). Для механизированной сборки и автоматической сварки под флюсом прямых и криволинейных балок таврового профиля используют станки типа СТС. 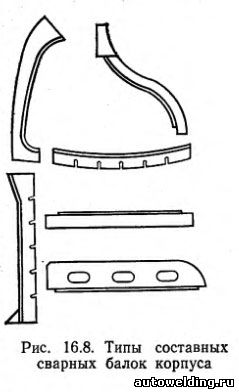
При сборке и сварке листовых полотнищ используют стенды, имеющие передвижные балки с флюсовыми подушками и электромагнитами. Балки размещают в соответствии с расположением стыков собираемого полотнища. Флюсовые подушки уплотняют стык, снижая требования к отклонениям ширины зазора по длине стыка; электромагниты фиксируют положение кромок. Тщательным подбором режима можно получить полное проплавление и хорошее формирование шва с обеих сторон при односторонней сварке на флюсовой подушке стенда без кантовки. Одностороннюю сварку листов толщиной до 10 мм с принудительным формированием обратной стороны шва иногда выполняют с помощью сварочных тракторов ТС-30 и ТС-32 (рис. 16.9). 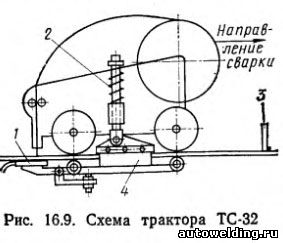
В этом случае для сборки полотнища используют стеллаж, обеспечивающий свободный доступ к нижней поверхности стыков. Листы собирают с обязательным зазором 2—3 мм посредством скоб-планок 3. Формирование стыка снизу осуществляется медным охлаждаемым водой ползуном 1, установленным на подвеске 2. Подвеска закреплена на проходящей через зазор ножевой тяге 4. По мере продвижения трактора вдоль стыка планки 3 сбивают.Различают секции плоскостные, с прогибью и объемные. Сборку и сварку плоскостных секций осуществляют на плоских стендах. При этом широко применяют способ раздельной сборки и сварки продольного и поперечного набора, позволяющий увеличить объем сварки, выполняемый автоматами. На стенд укладывают полотнище, зачищают места установки набора, устанавливают набор главного направления (рис. 16.10,а). Затем устанавливают набор другого исправление (рис. 16.10,б) и приваривают к полотнищу полуавтоматами, а соединения набора разных направлений между собой выполняют полуавтоматами в последнюю очередь. 
При этом вертикальные швы пересекающегося набора в поточных линиях сваривают специальными многодуговыми установками в среде СО2 или с использованием сварки наклонными удлиненными электродами. Для сборки секций с прогибью используют постели, образуемые набором лекал, закрепленных на жестком основании и воспроизводящих обводы изготовляемой секции (рис. 16.11). 
Рабочая кромка лекал имеет вид гребенки для облегчения обработки — в местах сварных швов делают вырезы. Так как стоимость специальных постелей, предназначенных для изготовления только определенного типоразмера секции, велика, широкое распространение получили разборные и универсальные постели. Разборные постели собирают из типовых элементов. В зависимости от конструкции собираемых секций разборные постели делят на три группы. К первой группе относятся постели для сборки днищевых, палубных и бортовых секций средней части корпуса, имеющих сравнительно небольшую прогибь. Ко второй группе относятся постели для объемных секций оконечностей судов, имеющих обводы с большой кривизной. В третью группу входят постели, предназначенные для сборки палубных секций с малой кривизной — все секции палубы можно изготовлять на одной постели без смены лекал. Настройка лекал по высоте производится в этом случае с помощью телескопических регулируемых стоек. Пример универсальной постели для сборки и сварки различных по размерам и кривизне днищевых секций показан на рис. 16.12. 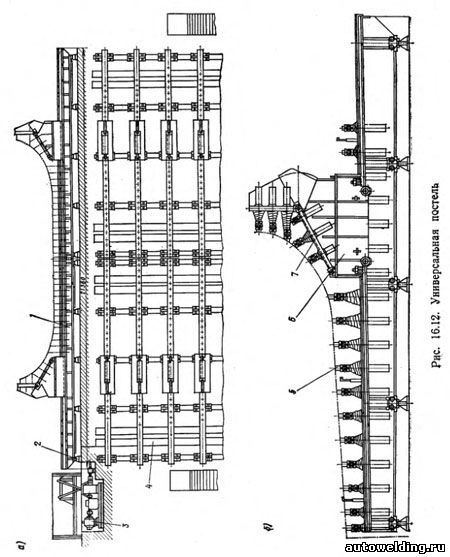
Постель состоит из рельсовых путей 2, передвижных лекал 1 и системы их перемещения 4 вдоль оси корпуса с приводом 3. Предварительная настройка на требуемую кривизну днища производится перестановкой боковых подлекальников 6 и поворотом секций 7 на необходимый угол. После этого по плазовым таблицам осуществляют настройку опор 5. При изготовлении секций, имеющих кривизну, например объемной днищевой секции, сначала листы обшивки собирают с минимальными зазорами, прихватывают друг к другу и крепят к лекалам постели. Затем выполняют сварку стыков на весу автоматами под флюсом. Потом производят сборку и приварку набора, элементов жесткости, устанавливают и приваривают полотнище второго дна, сваренное отдельно. Для удобства выполнения швов автоматической сваркой под слоем флюса постели иногда снабжают флюсовыми подушками, а также делают их наклоняющимися или поворотными. По завершении сварки обшивка освобождается от закреплений и секция снимается с постели. Если ее сварка производилась без поворота постели, то секцию кантуют, огневой строжкой зачищают корни стыковых швов обшивки и производят их подварку. Для сборки развитых объемных секций, оконечностей корпуса применяют жесткие постели-кондукторы, которые поддерживают собираемую секцию не только снизу, но и с боков по всей высоте. Иногда объемные секции собирают на плоских сборочных стендах на базе одного из плоских элементов секции. Отдельные плоские и объемные секции перед подачей на общую сборку корпуса часто укрупняют в блок-секции. Их изготовляют либо на постелях-кондукторах, либо на сборочных тележках, которые одновременно используют и для транспортирования собранного блока на стапельное место. В производстве корпусов судов значительный объем работ составляет изготовление полотнищ и плоских секций, причем их число, размеры и масса возрастают по мере увеличения тоннажа выпускаемых судов. В соответствии с этим для изготовления полотнищ и плоских секций используют комплексно-механизированные линии с универсальным оборудованием, обеспечивающим выпуск широкого диапазона типоразмеров. Характерный пример такой линии показан на рис. 16.13. Наличие большого числа неприводных роликов, во-первых, создает опорную поверхность для укладки собираемых и свариваемых элементов, а во-вторых, облегчает их передачу с одной позиции на другую. На позиции А листы из пакета по одному краном подают на место сборки 1, оборудованное плоской подкладкой и магнитами для прижатия кромок в вертикальном направлении. Кроме того, предусмотрены устройства 2 для выравнивания стыка в продольном направлении в выборки зазора в поперечном направлении. После прихватки очередного стыка полотнище сдвигают на ширину листа и продолжают формировать его методом последовательного наращивания. Затем приводные каретки 3. перемещающиеся по направляющим вдоль одной стороны линии, захватывают кромку собранного полотнища и транспортируют его на позицию сварки Б. Самоходный портал 4, перемещаясь по рельсам вдоль линии, выводит сварочную головку 5 на стык н обеспечивает переход ее с одного стыка на другой. Вдоль стыка головка движется по направляющим портала. 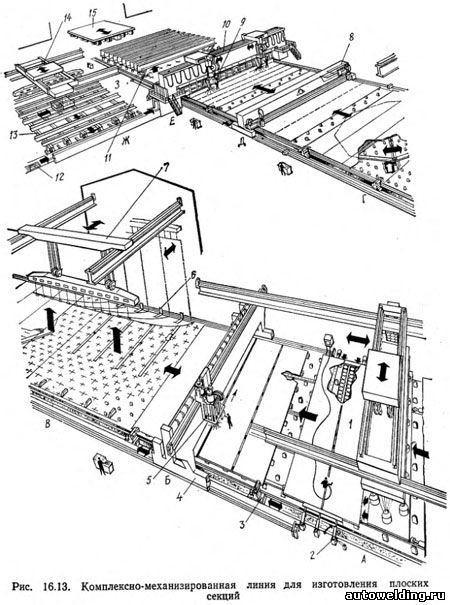
После односторонней сварки под флюсам полотнище транспортируют на позицию В для поворота на 180°. При кантовке кран 7 поднимает одну кромку полотнища, а противоположную кромку передвигают в горизонтальном направлении специальные упоры 6, движущиеся по направляющим. Перевернутое полотнище возвращают на позицию Б для сварки с обратной стороны, а затем транспортируют на позицию Д для термической обрезки кромок. Резку осуществляют одновременно с двух сторон полотнища в направлении вдоль линии при движении портала 8 по рельсам. В случае необходимости обрезки другой пары кромок полотнище транспортируют в обратном направлении на позицию Г, где его приподнимают н поворачивают на 90° вокруг вертикальной оси, а затем возвращают на позицию Д. Готовое полотнище поступает на позицию Е для сборки с набором главного направления. Для этого на позиции Ж элементы набора краном 14 по одному укладывают на цепи транспортирующего устройства 13, используемого в качестве магазина. При выходе с транспортирующего устройства ребро элемента набора поворачивается на 90° вокруг продольной оси с помощью специальной тележки 12 и подается поперек основной линии вдоль направляющих неподвижного сварочного портала 10. Затем элемент набора опускается на поверхность ранее поданного полотнища, прижимается к нему во многих местах прижимами балки лортала в сваривается одновременно двумя угловыми швами наклоненными электродами двух пар сварочных головок 9, перемещающихся по направляющим портала. Точное расположение первого элемента набора и шаг между ними задается автоматически соответствующей настройкой устройства, транспортирующего полотнище. Готовая плоская секция выдается на позицию 3, где се приподнимают над поверхностью опорных роликов гидравлическими подъемниками 11, расположенными по обеим сторонам линии, и опускают на многоосную тележку 15 для транспортирования к месту дальнейшей сборки. При серийной постройке малых и средних судов общую сборку корпусов выполняют поточно-позиционным методом. С помощью специальных средств строящиеся суда перемещают с одной позиции поточной линии на другую, причем на каждой из них выполняют определенные объемы работ за одинаковый промежуток времени с широким применением специальной оснастки. При отсутствии поточных линий применяют поточно-бригадный метод постройки судов, когда каждое судно остается на месте, а специализированные бригады последовательно и ритмично переходят с одного судна на другое. Сварочные деформации, возникающие при изготовлении корпуса, в значительной степени зависят от схемы сборки. Если производить сборку «по горизонталям», т. е. собирать сначала днищевые секции по всей длине, затем устанавливать все секции двойного дна и т. д., то при сварке горизонтов, следующих за днищем, концы нижнего горизонта будут приподниматься, вызывая общее искривление корпуса. Поэтому наиболее перспективным методом общей сборки корпуса судна является блочный (рис. 16.14), когда сборку на стапеле осуществляют из крупных блоков, представляющих собой часть корпуса от киля до палубы. 
Схема организации работ при использовании такого метода показана на рис. 16.15. Корпус каждого блока формируют на предстапельном участке из секций, подаваемых из сборочно-сварочного цеха. Днищевые секции устанавливают на поперечные балки. При этом средняя часть с колеей для транспортных тележек грузоподъемностью 500 г и монтажных тележек грузоподъемностью 100 т остается свободной. Центровку и стыковку днищевых секций производят с помощью монтажных тележек, По окончании формирования блоков производят испытания отсеков на непроницаемость. 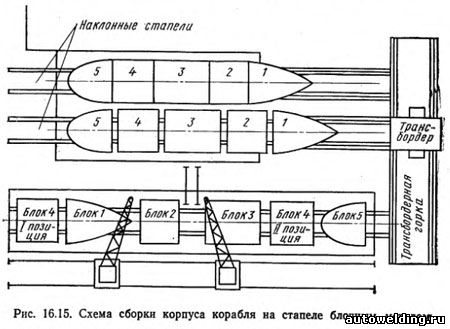
Сварку стыка между блоками начинают после окончательной сдачи сборочных работ по всему стыку. Вертикальные и наклонные монтажные швы при толщине 7—14 мм целесообразно выполнять автоматической сваркой порошковой проволокой, а при толщинах более 14 мм — электрошлаковой сваркой. При ручной сварке стыка в целях обеспечения равномерного поперечного сокращения по периметру обычно несколько пар сварщиков I,II, III, IV, V одновременно выполняют симметрично расположенные участки швов 1 - I, 2- I, 1- II, 2 - II и т. д. (рис. 16.16). 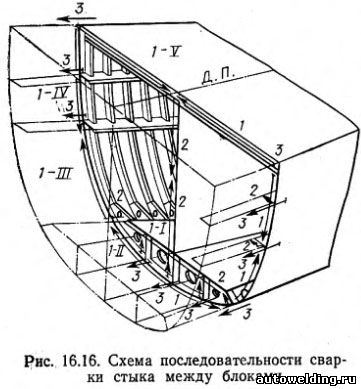
Последовательность операций обычно такова: а) заваривают монтажный стык 1 по всему периметру с внутренней стороны; б) после зачистки корня шва заполняют разделку с наружной стороны корпуса; в) сваривают стыки 2 продольного и поперечного набора, выполняют приварку набора 3 к обшивке. При изготовлении весьма крупных судов, когда длина корпуса превышает протяженность стапеля, иногда применяют сборку и сварку частей корпуса на плаву. В этом случае блоки 1, 2, 3 первой половины корпуса (рис 16,17,а) собирают и сваривают на стапеле, а стык блока 4 только выверяют и подгоняют, оставляя его на стапеле при спуске сваренной части корпуса на воду. Затем этот промежуточный блок 4 на стапеле собирают и сваривают с остальными блоками 5, 6 и 7 второй половины корпуса. После спуска обеих частей на воду точную их стыковку обеспечивают балластировкой, причем сборка замыкающего стыка облегчается подгоночными работами, выполняемыми ранее на стапеле. Выравнивание и стяжку частей корпуса (рис. 16, 17,б) завершают уплотнением стыка путем подведения специального кессона 8 с уплотнениями 9, повторяющего обводы судна в зоне стыка. Затем из пространства, ограниченного кессоном и корпусом, откачивают воду и после удаления влаги и очистки кромок производят сварку стыка с последующей его окраской. 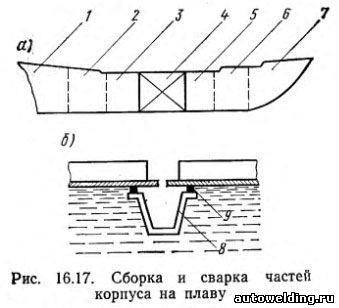
При производстве судовых корпусных конструкций сварочные деформации часто оказываются выше допустимых. Для их исправления применяют главным образом правку местным нагревом. На стапеле правка ребристости и волнистости производится после установки и закрепления секции или блока в жестком контуре. Местные угловые деформации полотнищ толщиной от 4 до 10 мм правят нагревом обшивки над каждым ребром жесткости со стороны, противоположной приваренному набору. Правка полотнищ толщиной 3 мм и менее производят нагревом полос между ребрами жесткости на расстоянии 100 мм от них. Источник: Николаев Г.А. "Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций"
|




