«Электрический горн» и «Электроотливка»
По мере расширения сферы применения сварки угольной дугой и повышения требований к качеству соединения росло число специалистов, занимающихся устранением недостатков и совершенствованием технологии дуговой сварки. В Германии, где способ Бенардоса был внедрен на ряде крупных предприятий (в том числе на знаменитых заводах Круппа), с 1883 г. совершенствованием процесса занимался Г. Т. Церенер (рис. 16).
Он искал возможность уменьшить силу тока, чтобы упростить источник питания и устранить «перегрев металла». Этим Церенер надеялся уменьшить стоимость сварочного оборудования, повысить ударную вязкость и предел текучести металла швов. Свою технологию Церенер основывал на применении дуги косвенного действия. Первые варианты его горелок напоминали дуговые осветительные лампы. Для того чтобы направить тепловые потоки в сторону изделия, он воздействовал на столб дуги магнитным полем (рис. 17, а). 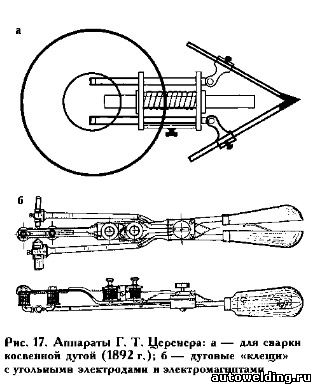
Церенер проводил эксперименты как с постоянным магнитом, так и с электромагнитами, создавая магнитные поля различной конфигурации, исследовал взаимодействие дуги и магнитных полей. В патенте Германии № 53502 от 3.12.1889 г. он написал: «Когда силовые линии подковообразного магнита пересекаются перпендикулярно к горизонтальной плоскости линиями электрической дуги, последняя отклоняется перпендикулярно к этой плоскости, увлекая пламя, напоминающееострие». Для реализации этой идеи Церенер разработал несколько вариантов горелки, описанных в патенте как «устройства для образования дуги между двумя угольными электродами в магнитном поле так, что линии напряженности магнитного и электрического полей пересекаются, и ток проходит в обмотке в направлении, соответствующем требуемому направлению острия пламени». В первых горелках немецкого изобретателя обмотки электромагнитов были соединены последовательно с дутой. Дуга горела с угольных электродов, закрепленных соосно или под углом. Горелки работали на токах 15—30 А при напряжении на дуге 40—60 В. Их перемещали вручную. «Выдувание» дуги регулировали вращением ручки, находящейся под большим пальцем сварщика, в результате чего перемещался полюс магнита (рис. 17, б). Такими горелками сваривали сталь толщиной 1—2 мм или паяли. В последнем случае к рукоятке прикрепляли специальный наконечник (жало), непосредственно нагреваемый дугой [86]. Обмотка электромагнитов в головках с более мощными горелками питалась независимо от источника сварочного тока. Эти головки имели значительную массу Их подвешивали на кран-балках (рис. 18). 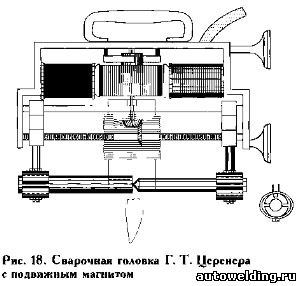
При токе 100-200 А и напряжении на дуге 70 В можно было сваривать стыковые соединения стальных листов толщиной до 5 мм. Соленоид питался током 15 А. Церенер разработал различные конструкции крепления и регулирования положения электромагнитов, в частотности устройства со сферическими шарнирами, ходовыми винтами, системами рычагов и тележками. Для питания дуги немецкий изобретатель использовал как постоянный, так и переменный ток. В первом случае его сварочные головки имели устройство для компенсации неравномерного обгорания электродов. Работы Церенера дали толчок к поиску новых конструкционных решений. Так, в 1890 г. в Великобритании фирма «Электрик метал воркинг синдикейт» разработала головку с электродами, направленными под углом друг к другу, в которой отсутствовал специальный соленоид, а отклонение дуги вызывалось магнитным дутьем. Следует отметить, что способ Церенера обеспечивал постоянство параметров дуги, и это его преимущество над способом ручной дуговой сварки неплавящимся электродом использовали при сварке косвенной дутой. Однако какие-либо меры защиты расплавленного металла не предусматривали, и, естественно, качество шва было хуже того, которое обеспечивал способ Бенардоса. Способ Церенера применяли ограниченно до конца прошлого столетия. Оба изобретателя для предупреждения взаимодействия расплавленного металла с воздухом предлагали использовать «светильный» газ. Бенардос подавал его через сопла, расположенные по кольцу вокруг электрода, а Церенер вдувал горючий газ через полые (трубчатые) угольные электроды. Однако существенно улучшить качество соединений Церенеру не удалось. Еще один вариант в 1897 г. предложил американец У. Перкинс — сваривать металл одновременно газовой и дуговой горелками. Но из-за сложности управления процессом сварки эта идея не нашла развития. Следует отметить, что Церенер был первым, кто обратил серьезное внимание на защиту глаз сварщика от излучения. Он применил защитные стекла, состоящие из двух частей; нижней (из черного или темно-зеленого стекла светофильтра), предназначенной для наблюдения за зоной сварки и дугой при ее регулировании, и верхней (из более прозрачного стекла) — для подготовительных работ и наблюдения за постом. Устранить недостатки способа сварки угольной дугой пытались и в США, где в последнее десятилетие XIX века получили широкое распространение два способа электросварки — дуговая и контактная стыковая. В январе 1889 г. Ч. А. Коффин, менеджер компании «Америкен электрик» получил патент США № 395878 на «Процесс электросварки». По сути, это была горелка для сварки дугой косвенного действия двумя угольными электродами (рис. 19). 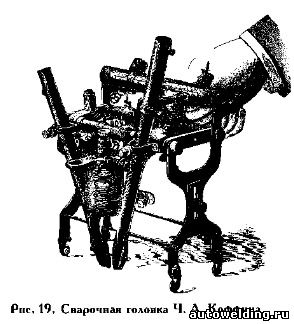
Дуга отклонялась под действием магнитного поля, создаваемого соленоидами (как и в головках Церенера), положение факела и острие столба дуги регулировались не только положением соленоидов, но и изменением с помощью реостата силы тока, проходящего через них. Указатель положения ползунка реостата был отградуирован непосредственно по толщине свариваемого металла. Американский изобретатель Коффин предложил комбинированный процесс сварки: детали (небольшого сечения) в месте соединения нагревали дугой косвенного действия до размягчения или расплавления кромок и затем сжимали. Осуществляли такую сварку на станках, названных«электрическим горном» (рис. 20). 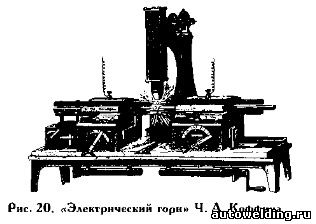
Детали зажимали в суппортах, один из которых перемещали. Сварочные головки были двух типов: с горизонтальным или с вертикальным расположением электродов. Головку крепили подвижно на кронштейне и подводили к изделию нажатием на рычаг. Коффину принадлежат еще несколько оригинальных идей. Среди них и принципиально новое взаимное расположение электродов, свариваемого изделия и дуги. Он запатентовал роликовый металлический электрод, перемещающийся над поверхностью изделия на изолированной от него каретке. Дуга возбуждалась между вращающимся роликовым электродом (положительный потенциал) и изделием, подключенным под отрицательный потенциал. Такую же каретку Ч. А. Коффин использовал для крепления двух угольных электродов, размещаемых по обе стороны от оси шва (Патент США №401639 от 16.04.1889). Обе дуги прямого действия горели между электродами и изделием. Это позволяло сваривать листовую сталь толщиной до 10 мм без «пережогов», несмотря на то, что суммарный ток двух дуг был больше, чем у одной мощной дуги при сварке по способу Бенардоса. Для заполнения зазора Коффин подавал между электродами присадочную проволоку, разматываемую вручную с катушки [86]. В 1893 г. Ч. А. Коффин предложил еще одну схему расположения электродов — по обе стороны от поверхности свариваемых листов, подключив их к одному полюсу источника тока, а оба электрода — к другому. Такая сварка двойной дугой позволяла выполнять нахлесточные соединения толщиной до (10+10) мм. В другой схеме вместо нижнего электрода с дугой прямого действия для дополнительного нагрева снизу применяли горелку с двумя угольными электродами, между которыми ropела дуга косвенного действия, выдуваемая магнитным полем. Ч. А. Коффин предложил подавать проволоку через полый угольный электрод, производя, таким образом, сварку плавящимся и не плавящимся электродом одновременно [87]. Эффективно использовав возможности, представившиеся благодаря комбинации дуговой и контактной стыковой сварки, Коффин разработал схемы, в которых ток проходит с электрода на подкладку с угольным порошком, где находятся кромки свариваемого металла. Еще одним достижением американского изобретателя стала электромагнитная горелка с вращающейся дугой. Горелка состояла из двух концентрических угольных электродов в виде трубок, изолированных друг от друга и включенных в сварочную цепь. На наружном электроде укрепляли катушку соленоида, в магнитном поле которого вращалась дуга, возбуждаемая между электродами. Благодаря этому значительно расширилась зона нагрева дуги. Такая горелка была применена для сварки бандажей колес. Перемещение дуги в магнитном поле использовали и в других схемах, например при нагреве дугой, горящей между трубчатым электродом большого диаметра и стержневым неплавящимся электродом, который эксцентрично вращался внутри трубчатого электрода. Для перемещения дуги Коффин применял специальные коммутирующие устройства [86]. Большое внимание Коффин уделял сварке в защитной атмосфере и в камерах со сжатым воздухом, а также в условиях пониженного давления (104-103 Па) и в бассейне под водой. В ряде случаев ему удалось установить режимы, при которых исключалось образование в шве оксидов и нитридов. При использовании передвижной камеры небольшого объема, окружающей зону сварки, она быстро наполнялась парами и оксидами металла, что предохраняло сварочную ванну от дальнейшего окисления. В России совершенствованием дуговой сварки и в первую очередь решением задачи получения высококачественного металла шва занимался Н. Г. Славянов. Причем его как руководителя крупного государственного машиностроительного завода в Перми на Урале интересовали не только сварные соединения, но и стальные отливки, в верхней части которых имелись усадочные раковины и поры. Обладая глубокими познаниями в металлургии и электротехнике, Н. Г. Славянов спроектировал и построил две мощные по тому времени динамомашины - генераторы постоянного тока с приводами от паровых машин на номинальный ток 500 А при напряжении на дуге 60-100 В и 1000 А (рис. 21). 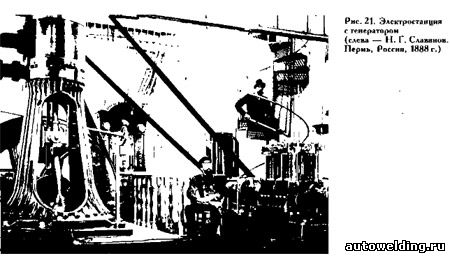
Эти генераторы он применил для освещения цехов, а позже — для питания сварочных дуг, заменив ими огромные батареи аккумуляторов Бенардоса [88]. Н. Г. Славянов вместо неплавящегося угольного электрода применил металлический плавящийся электрод-стержень, химический состав которого соответствовал составу свариваемого изделия. Электрод, подключенный к источнику тока, служил одновременно И присадочным материалом. При этом сварочная ванна была защищена слоем шлака — расплавленного металлургического флюса. Швы выполняли отдельными участками. Для того, чтобы шлак и расплавленный металл не растекались, зону сварки ограничивали барьером из угольных пластинок и формовочной земли (рис. 22) [89]. 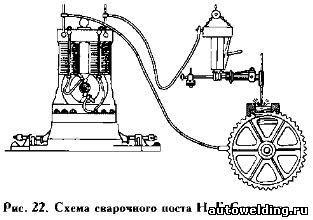
В октябре 1888 г. на Мотовилихинском заводе в Перми Славянов демонстрировал свой способ сварки группе металлургов и электротехников из С.-Петербурга. В 1890 г. он подал заявки на изобретения, а 13 августа 1891 г. получил привилегию России № 8748 на «Способ и аппарат для электрической отливки металлов» и привилегию России № 8747 на «Способ электрического уплотнения металлических отливок», которыми была защищена технология электродуговой (электрошлаковой) сварки и подпитки прибылей слитков и отливок. Особое внимание Славянов уделял механизации и автоматизации дуговой электросварки. Считая, что ручная сварка плавящимся электродом принципиально невозможна, он изготовил сварочный полуавтомат — «электроплавильник» (рис. 23). 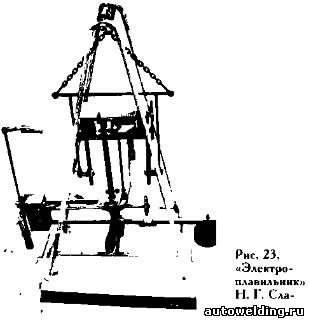
Полуавтомат Славянова состоял из дифференциального регулятора, коромысла, системы подачи электрода вручную и штанги. На одном конце коромысла были расположены две пары роликов, а на другом — противовес. Среднюю часть коромысла крепили с помощью штанги к регулятору. Регулятор представлял собой соленоид, обмотки которого включали последовательно в сварочную цепь, а сердечник соединяли с коромыслом и оттягивали пружиной. На коромысле располагали также винт, на концах которого устанавливали приводной подающий ролик и маховик. Полуавтомат подвешивали над свариваемым заформованным участком; в ролики вставляли электрод-стержень длиной около 2 м. Вращением маховика вручную осуществляли «грубую» подачу электрода и натягивали пружину регулятора. При обгорании электрода и увеличении напряжения на дуге уменьшалась сила сварочного тока, пружина начинала преодолевать силу втягивания соленоида, штанга отклонялась, и конец коромысла с электродом опускался. Через определенные промежутки времени электрод приходилось спускать вручную с помощью маховика. вращая ролики. Этот «плавильник» подобен в принципе дифференциальным регуляторам для дуговых ламп, например, регулятору В. Н. Чиколева. Регулятор поддерживает постоянство дуги между электродом и обрабатываемым изделием. При разработке «плавильника» Н. Г. Славянову помог опыт, полученный им при конструировании дуговых ламп для освещения своего завода. В 1890—1891 гг. патенты на «электрическую отливку металлов» были получены Славяновым во Франции, Германии, Великобритании, Австро-Венгрии, Бельгии и заявлены в США, Швеции, Италии. Право на эксплуатацию изобретения Славянова купило Русское товарищество электрической обработки металлов, которое владело и патентами Бенардоса. На многих заводах и в мастерских России, а также за рубежом способ Славянова применяли для восстановления «неудавшихся металлических отливок, заливания трещин и пустот в металлических вещах, приливания отломанных частей металлической вещи, а также недостающих частей, для исправления изношенных поверхностей машинных частей наливанием на них металла, обращения белого твердого чугуна в серый мягкий в желаемом месте». На пермских заводах, которыми руководил Н. Г. Славянов, по его способу с 1890 по 1892 гг. было отремонтировано 1631 изделие общей массой около 300 т, при этом израсходовано 10 т электродов, расплавленных за 887 ч (рис. 24). 
Особенно искусно ремонтировали изделия из чугуна и бронзы. В 1897 г. по проекту Славянова были сооружены крупные промышленные установки на сталелитейном заводе в Екатеринославе, на заводе Общества пароходства в Севастополе, на заводах Златоуста, Ижевска, Луганска, Сормова, Одессы. Следует отметить, что Славянов, как и Бенардос, разработал проект ремонта московского «Царь-колокола». «Электроотливка» была особенно эффективна при сварке изделий большой толщины [90—92]. Свой способ Славянов использовал не только для сварки, но и для подпитки крупных застывающих слитков, уменьшая усадочные раковины. При этом в ванну можно было добавить легирующие компоненты, а поверхность защитить слоем шлака, что обеспечивало сравнительно высокое качество наплавляемого металла. Говоря о других преимуществах своего способа, Славянов отмечал, что: «Вся теплота, преобразованная из электрического тока (кроме неизбежных потерь от лучеиспускания), идет на расплавление металла. Таким образом, очевидно, что, применяя электрический ток одинаковой силы, мы должны получить с помощью электрогефеста (в зависимости от направления тока) по крайней мере в 1,5—3 раза менее расплавленного металла, чем с помощью электрической отливки». При сварке по способу Славянова для расплавления определенной массы металла требуется меньшая плотность тока и меньшее количество энергии, чем при способе «электрогефест». Однако, несмотря на это, при «электроотливке» шов получался шире. В 1891 г. Славянов написал несколько статей и отдельную брошюру с изложением сути своих изобретений, а в 1892 г. издал первую в мире монографию, касающуюся дуговой сварки металлов, где приводятся результаты исследований и рекомендации по технологии сварки различных металлов. Своими исследованиями он обратил внимание на важность металлургических процессов, протекающих в зоне сварки [93]. Н. Г. Славянову удалось получить высококачественные соединения из многих металлов. Вопрос о качестве металла при электрической сварке и отливке подвергали широкому обсуждению и изучению после IV Всероссийской электротехнической выставки в С.-Петербурге в 1892 г. Среди экспонатов, представленных Н. Г. Славяновым на выставке, находились изделия, в которых раковины, сквозные отверстия, трещины были залиты чугуном разной твердости, различными сплавами меди, сталью и др. Были также представлены изделия, в которых было показано исправление изношенных поверхностей, наплавка одного металла на другой, сварка сломанных и приварка недостающих частей. Русское техническое общество удостоило Н. Г. Славянова «за удачное применение вольтовой дуги к производству металлических отливок и последующей их обработке с целью изменения химического состава металла и улучшения его механических свойств» медали и почетного диплома. В 1893 г. на Всемирной электротехнической выставке в Чикаго (США) демонстрировали образец из восьми различных металлов, наплавленных один на другой. Способ Славянова был отмечен дипломом, а в составе Российской экспозиции — бронзовой медалью. Его способ демонстрировали на Всемирной выставке в Париже в 1900 г. [94]. И все же способ Н. Г. Славянова отличался значительной сложностью, требовал большого мастерства сварщика. Часто «электрическую отливку металлов» считают прототипом ручной дуговой сварки металлическим штучным электродом. У этих двух способов есть общий существенный признак — плавящийся электрод ограниченной длины. По способу Н. Г. Славянова успешно сваривали чугун и бронзу, стальные детали значительного сечения и ремонтировали всевозможные изделия: стальные коленчатые валы, паровые цилиндры, станины паровых молотов, рамы паровозов и паровых машин, зубчатые колеса, золотниковые коробки, штоки паровых молотов, паровые цилиндры насосов и воздуходувных машин, ножницы для резки металла, части прессов, якоря речных судов, судовые рули, рамы штурвалов и т. д. Качество сварочных работ находилось на высоком уровне, что подтверждается актами, подписанными представителями заказчиков и другими лицами [3, 81, 84]. В 1897 г. по проекту Славянова сооружена крупная промышленная установка дуговой сварки на сталелитейном и машиностроительном заводе в Екатеринославе (Днепропетровск). Сварку применяли для исправления поверхностных дефектов стальных отливок (в вагонных, тендерных и паровозных центрах колесных скатов). Эта установка имела большое значение для развития промышленного применения дуговой сварки в России и других странах. В конце XIX в. установки «электрической отливки» металлов Славянова работали на заводе общества пароходства и торговли в Севастополе, на Луганском, Златоустовском, Сормовском и Ижевском заводах, в Одесских и Кронштадтских портовых мастерских. Для сварки по способу Славянова, требовавшей высокие значения силы тока, часто применяли импортные электрические генераторы [3]. Необходимо отметить, что сварочная дуга в конце XIX в. нашла применение и в паянии, точнее, при нагреве паяльников. Дуга небольшой мощности возбуждалась между изолированным графитовым стержнем, расположенным в корпусе паяльника, и жалом. Такие паяльники можно было подготовить к работе намного быстрее, чем паяльники со спиралями сопротивления. Паяльники с прямым нагревом и паяльники по системе Церенера (с нагревом косвенной дугой) выпускала в Германии фирма «А.Э.Г». Разработка в это время Э. Томсоном и другими американскими изобретателями сварки сопротивлением отрицательно повлияла на развитие дуговой электросварки в США. Ее рассматривали там как импортную технологию. Несмотря на решения, предложенные Коффином, в целом интерес к ней был невелик. Только в 1904 г. были внедрены первые большие аппараты для сварки угольной дугой, что было заслугой фирмы «Болдуин локомотив ворк», которая около пяти лет применяла их для технического обслуживания своего локомотивного парка в Филадельфии. Необходимость ускорять производственные процессы и восстанавливать дорогостоящие машины вынудила промышленников России и западных стран заменять кузнечную сварку дуговой, имеющей значительные технические и экономические преимущества. Однако промышленный кризис, который переживала экономика в начале XX в., отразился и на темпах развития дуговой сварки. Сфера ее применений начала сужаться. По некоторым технологическим возможностям она не могла конкурировать с новыми технологиями соединения материалов, появившимися в то время (газовой, термитной, а также контактной сваркой) и интенсивно развивавшимися с 1900-х гг, Кроме того, конечная цель и объект сварки — сварное изделие, сварная конструкция — зачастую не обладали удовлетворительной надежностью, так как металл шва был низкого качества, а изделие проектировалось без учета особенностей новой технологии. Повышением качества при дуговой сварке и созданием специальных сварных конструкций начнут заниматься специалисты уже в XX в. Следовало решить ряд существенных проблем технологического и конструкторского характера, что и было сделано изобретателями в России, Германии, США и других странах. Оценивая создание нового способа соединения, Р. Рюльман еще в 1887 г. писал: «Когда я впервые посетил мастерскую г-на Бенардоса в Петебурге и увидел там работающих людей, я невольно вспомнил рассказ о яйце Колумба*». * - Многие придворные, завидовавшие Колумбу, говорили, что они тоже могли бы поплыть через океан и открыть новую землю. На одном из банкетов адмирал предложил придворным поставить куриное яйцо на острый конец, Но сколько они ни пытались сделать это, ничего не получалось. Тогда Колумб слегка ударил яйцом о стол, скорлупа сломалась, и яйцо осталось стоять на смятом конце. На реплики: «Мы тоже так могли бы» адмирал ответил: "Теперь после меня вы можете". Что электрическая дуга имеет чрезвычайно высокую температуру, гораздо большую, чем другие земные источники теплоты, многим из нас было известно еще в школе. Точно так же было известно, что только тяжело плавящиеся металлы, такие как иридий и осмий, могут участвовать в создании дуги для плавки. Как близки были все к мысли: «Почему бы не использовать температуру электрической дуги для плавки металлов всех видов?». Уже давно ученые Сименс, Вельнер и Кавлес сообщили миру о своих приспособлениях для наплавки, были достигнуты некоторые успехи в этой области. Многим приходила в голову мысль делать опыты по электропайке с применением дуги, однако никому не удавалось разработать способ, который имел бы практическое значение. Возникает вопрос: почему же предшественники Николая Бенардоса не достигли успехов во время проведения опытов? Оказалось, что одни применяли теплоту дуги, возникающую между двумя угольными стержнями, другие же, заблуждаясь, соединяли угольный стержень с отрицательным полюсом дуги во избежание быстрого обгорания угля. Третьи же не умели регулировать процесс, делали лишь только отверстие в металле, вследствие чего им не удавалось изготовить правильный паяный шов» [69]. Николай Николаевич Бенардос и его последователи сумели использовать дугу для соединения металлов. Название «сварка по способу Бенардоса» во всем мире закрепилось за дуговой сваркой угольным (графитовым) электродом. «Сваркой по способу Славянова» в России и СССР долгие годы называли ручную дуговую сварку плавящимся электродом. Но поскольку разработанный российским изобретателем способ выполняли только с помощью подающих механизмов, за рубежом создателем ручной сварки плавящимся электродом считают О. Кельберга. Эта историческая оценка более точная — бельгийский изобретатель запатентовал электрод с металлическим (стальным) стержнем, покрытый снаружи веществами, предназначенными для улучшения процесса сварки и качества металла шва. Техника плавления электрода и флюса, предложенная Н. Г. Славяновым, найдет свое развитие в способе дуговой сварки голым электродом под слоем флюса [14] и в электрошлаковых процессах. Последнее сообщение о применении сварки по способу Славянова (в Одесских главных мастерских Юго-Западных железных дорог) было сделано в 1911 г. В 1982 г. в Великобритании была опубликована статья, посвященная жизни и деятельности Бенардоса, в частности его работе в Лондоне [18]. Среди откликов на эту публикацию было письмо А. Стиррата, сообщившего, что установку Бенардоса на заводе фирмы «Ллойд-Ллойд» использовали еще и в 1929 г. [95]. Известно, что в 1930-х гг. на Коломенском паровозостроительном заводе им. В. В. Куйбышева работал сварочный пост, смонтированный Бенардосом. А сварку угольной дугой применяли и в последующие годы, в частности при производстве алюминиевых цистерн.
|




