Технология сварки свинца и его сплавов
Свинец - химически устойчивый материал, широко используемый в химической промышленности для облицовки ванн, сосудов, аппаратов и трубопроводов. Температура плавления свинца низкая (327 °С), при нагревании свинец легко окисляется, покрывается пленкой окиси свинца PbО, имеющей температуру плавления 850 °С. Для сварки свинца применяют водородно-кислородное, ацетилено-воздушное, ацетилено-кислородное пламя, а также газы-заменители ацетилена: пропан-бутан, городской газ, природный газ, пары бензина и керосина. Листы толщиной до 1,5 мм свариваютвстык с отбортовкой без присадочного материала. Листы толщиной до 6 мм сваривают встык без скоса кромок, при большей толщине применяют односторонний скос кромок под углом 30—35°. Применяют также соединения внахлестку. В качестве присадочного прутка используют проволоку или полоску свинца. Диаметр прутка выбирают равным 2—2,5δ, где δ — толщина свариваемого металла. Пламя не должно иметь избытка кислорода. При сварке листов мощность пламени равна 5—10, при сварке труб — 15—20 дм3/ч ацетилена на 1 мм толщины металла. Скорость сварки следует поддерживать максимально возможной (15/δ— 30/δ м/ч). Сварку ведут в нижнем или вертикальном положении. Применяют способ сварки отдельными ванночками. При толщине металла свыше 8 мм применяют многослойную сварку. Для лучшего оплавления металла и удаления пленки окиси свинца рекомендуется применять флюс из равных частей канифоли и стеарина. При сварке внахлестку верхнюю кромку слегка отгибают и используют ее как присадочный материал. При малых толщинах применяют ацетилено-воздушное пламя. Для предупреждения вытекания металла при сварке свинца в положениях, отличных от нижнего, рекомендуется использовать формирующие полоски из стали, располагаемые вдоль шва, или стальные дугообразные формочки, передвигаемые по шву в процессе заполнения его металлом. Эти формочки (так называемые кристаллизаторы или холодильники) ускоряют охлаждение металла шва и облегчают его формирование. Основные марки, структура и механические свойства сплавов свинцаСплавы свинца характеризуются высокой плотностью, твердостью, хорошими антифрикционными свойствами, коррозионностойки. Свинец образует со многими металлами эвтектические сплавы, с щелочными и щелочно-земельными металлами — интерметаллиды. Добавка Sb и Sn к свинцу повышает его прочность и твердость, As делает Рb дисперсионно-твердеющим, таллий уменьшает ползучесть. Наличие Sb в свинце приводит к охрупчиванию металла шва, поэтому для сварки желательно использование бессурьмянистого свинца. Сурьмянистый свинец имеет маркировку ССу и выпускается нескольких составов в зависимости от содержания примесей и назначения (ГОСТ 1292—81). Сурьмянистый свинец общего назначения марок ССу1, ССу2, ССу3, ССу8, ССу10 содержит от 2,5 до 12 % (по массе) сурьмы в качестве основного компонента. Для изготовления оболочек кабелей применяется сурьмянистый свинец марок ССуМ, CCyM1, ССуМ2, ССуМЗ, ССуМ10, в которых содержание сурьмы составляет от 0,15 до 0,95 % (по массе), остальных примесей еще меньше. Сплавы свинца легкоплавки, их используют в качестве припоев марок ПОС и типографских сплавов. Сплавы типографские безоловянные изготавливают из свинца не ниже марки С3 (ГОСТ 3778—7,7), сурьмы Су2 (ГОСТ 1089—82) и мышьяка. Химический состав типографских сплавов марок МШ1, МШ2, МШЗ, МП1, МСМ1, МЛн1, определяется ГОСТ 5188—49 Сплавы этих марок содержат 9,5—15 % Sb, I—4 % As, примеси Sn, Cu, Ni, Fe, Zn, S составляют от 0,2 до 0,6 % (по массе), остальное Pb. Свариваемость свинца и его сплавовНизкая теплопроводность свинца позволяет сваривать металл при небольших тепловложениях. Малая растворимость в расплавленном свинце кислорода, азота и водорода позволяет при газовой сварке использовать водородно-кислородное пламя. Пары свинца ядовиты, поэтому сварочный пост должен быть оборудован приточно-вытяжной вентиляцией, обеспечивающей содержание свинца ниже предельно допустимых концентраций. При сварке технического свинца металл шва получается крупнокристаллическим и малопластичным. Для повышения пластичности шва основной металл и присадочную проволоку легируют кальцием, оловом, селеном и другими модификаторами. Технология сварки свинца и его сплавовПодготовка под сваркуПеред сваркой свариваемые кромки должны быть зачищены до металлического блеска на ширину не менее 30 мм от каждой кромки. Допускается применение химического травления в растворе уксусной кислоты, содержащем уксуснокислый аммоний, или промывка в четыреххлористом углероде. Очищенная поверхность свинца сохраняется незначительное время и может потребоваться повторная зачистка кромок непосредственно перед сваркой. Сварка плавлением свинца и его сплавов может производиться в любом положении швов в пространстве. При двусторонней сварке металла толщиной до 10 мм скос кромок не производят. Для полного провара металла толщиной более 6 мм при односторонней сварке рекомендуется производить односторонний скос кромок под углом 35° с каждой стороны с притуплением до 4 мм. При вертикальной сварке вследствие легкоплавкости, жидкотекучести и большой удельной массы свинца следует применять передвижные формирующие планки-подкладки. Применять подкладки рекомендуется и при сварке других стыковых соединений, причем для толщины до 4 мм подкладки могут быть из асбеста. Присадочную проволоку выбирают в соответствии с маркой свариваемого свинца. Целесообразно присадочный металл закладывать в стык, что повышает производительность сварки и до некоторой степени предохраняет от вытекания металла. Сварку свинца осуществляют преимущественно газовым пламенем, дугой угольным электродом или неплавящимся электродом в среде аргона. Газовая сваркаГазовая сварка применяется для свинца и его сплавов толщиной от 0,8 до 30 мм и более. Используют ацетилено-кислородное и водородно-кислородное пламя. Как правило, газовую сварку применяют при облицовке гальванических ванн, сварке свинцовых трубопроводов небольших диаметров, наплавке свинца на черные металлы. Ацетилено-кислородную сварку производят пламенем нормального состава (β= 1÷1,2). Мощность пламени (л/ч) W=100s, где s — толщина свариваемого металла, мм. Процесс сварки необходимо осуществлять с максимально возможной скоростью, чтобы не происходило вытекание свинца из стыка. При толщине металла более 1,5—2 мм сварку производят в несколько слоев «левым» способом с наклоном горелки 30—45° к изделию. В качестве флюса применяют стеарин или расплав стеарина с канифолью, перед нанесением флюса на кромки свариваемые листы в стыке подогревают горелкой. Флюс химически не реагирует со свинцом и только защищает металл от окисления. Вследствие высокой пластичности свинца не требуется мер по борьбе со сварочными напряжениями, однако при сварке сурьмянистого свинца возможно образование трещин. Дуговая сварка угольным электродомДуговая сварка угольным электродом выполняется на переменном и постоянном токе, лучшие результаты получаются на постоянном токе прямой полярности. При бесфлюсовой сварке на поверхности расплавленной ванны образуется пленка оксида свинца, которую необходимо механически удалять. Лучшее качество швов получают при использовании флюсов — стеарин или расплав стеарина с канифолью. Металл малых толщин (до 4 мм) сваривают встык за один проход, при больших толщинах— за два или три прохода. Сварку за первый проход осуществляют без присадочного металла за счет расплавления кромок. При втором проходе используют присадочный металл, увеличение размеров сварочной ванны достигают круговыми движениями электрода. Третий проход выполняют при сварке свинца значительных толщин. Рекомендуется пульсирующая дуга: наряду с перемещением электрода в горизонтальной плоскости ему сообщаются небольшие колебания в вертикальной плоскости. Сварку ведут без подогрева, в начале сварки путем задержки дуги подогревают первый участок стыка. Сварку ведут без перерыва. При случайном обрыве дуги необходимо вначале зачистить участок вокруг кратера до металлического блеска и лишь после этого продолжать сварку. С целью сглаживания сварного шва допускается его обрубка и проковка. Режимы дуговой сварки свинца угольным электродом характеризуются малыми сварочными токами — не выше 100 А из-за возможной резки при более высоких токах и напряжении на дуге 10—12 В. Ориентировочные режимы дуговой сварки свинца угольным электродом приведены в табл. 29.1. 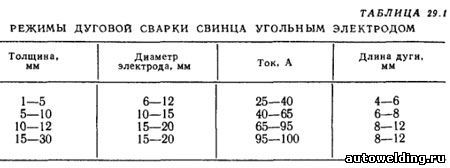
Для механизации сварочных работ рекомендуется использовать дуговую сварку неплавящимся электродом в среде инертных газов. Сварку свинца малых толщин (до 3 мм) во всех пространственных положениях выполняют короткой дугой на постоянном токе прямой полярности в среде аргона. Импульсно-дуговая сваркаИмпульсно-дуговая сварка осуществляется точками, поэтому большое влияние на проплавляющую способность дуги оказывает величина шага точек: при толщине свариваемых листов 3 мм рекомендуется шаг 2,5—3,5 мм, при 5 мм — 1,5—2,5 мм. При большем шаге снижается величина провара. Для обеспечения максимальной проплавляющей способности дуги форма импульса тока должна приближаться к прямоугольной. Холодная сварка свинцаХолодная сварка свинца используется для малых толщин—до 2—2,5 мм. Минимальная величина деформации при этом составляет 84%. Холодная сварка сдвигом позволяет снизить величину деформации до 50 %. Скорость нагружения мало влияет на деформируемость и прочность сварных соединений из свинца. Прочность сварных соединений составляет σв = 29÷49 МПа и близка к прочности основного металла, на уровне основного металла находятся электропроводность и другие свойства. Свинец можно сваривать взрывом. Волченко В.Н. "Сварка и свариваемые материалы", том 1. -М. 1991
| 



