Электрошлаковая сварка и наплавка - история развития
В 1947 г. под руководством Е. О. Патона начались исследования условий формирования валика в различных пространственных положениях. Был испытан ряд способов получения вертикальных швов как с принудительным, так и со свободным формированием: сварка с поперечными или более сложными колебаниями, прерывистая (точками), сварка на пониженном токе (Г.З. Волошкевич, Ю.А. Стеренбоген, С.М. Мандельберг). На основании этих исследований была создана теория формирования валика сварного шва и доказана целесообразность распространения способа сварки под флюсом в вертикальном положении с принудительным формированием шва водоохлаждаемыми ползунами. Практическое осуществление сварки под флюсом вертикальных швов потребовало решения целого ряда проблем (введение электрода в закрытую разделку; снижение чувствительности к изменению уровня ванны; контроль и регулирование уровня ванны; стабилизация электрического разряда в глубокой шлаковой ванне). Впоследствии способ принудительного формирования был распространен на горизонтальные швы, расположенные на вертикальной или наклонной поверхностях, а также на потолочные, В 1948 г. на заводе «Запорожсталь», где строили несколько доменных печей, Г.З. Волошкевичем были сварены автоматом в монтажных условиях четыре опытных пояса доменной печи. В следующем году сотрудниками ИЭС совместно с работниками треста «Сталь монтаж» Минстроя предприятий тяжелой индустрии был сварен кожух доменной печи объемом 1050 м3. Сварку выполняли одним проволочным электродом, подаваемым в шлаковую ванну сравнительно большого объема. Были доказаны существенные преимущества нового способа сварки по сравнению с применяющимися на заводах: трудоемкость основных операций снизилась в 2—3 раза, повысился съем готовой продукции с единицы площади. Продолжая работать над технологией дуговой автоматической сварки под флюсом вертикальных швов с принудительным формированием, Г.3. Волошкевич обнаружил, что в некоторых случаях (при глубине шлаковой ванны более 40 мм, перегреве ванны) дуговой процесс становится неустойчивым и даже прекращается, однако электродный металл, флюс и кромки плавятся. Процесс плавления осуществляли за счет теплоты омического сопротивления при прохождении тока через жидкий шлак. В 1949 г. на основе этого процесса в ИЭС начали разрабатывать электрошлаковую сварку (ЭШС). Первыми приняли участие в освоении и совершенствовании нового вида сварки Таганрогский котельный завод «Красный котельщик» (ТКЗ), Барнаульский котельный завод и Новокраматорский машиностроительный завод им. И.В. Сталина (НКМЗ). На ТКЗ были сварены сосуды высокого давления с толщиной стенки 90 мм. В 1951 г. на НКМЗ электрошлаковую сварку применили при изготовлении статоров гидротурбин массой до 80 т, а позднее — валов гидротурбин и гидрогенераторов. Успешное внедрение и дальнейшее развитие этого нового процесса обусловлено тем, что в ИЭС с начала 1950 г. разработку электрошлаковой сварки осуществляли по нескольким направлениям, одним иэ которых было совершенствование техники сварки, а также основного и вспомогательного оборудования. Большой экономический эффект дала разработанная в ИЭС (Д.А. Дудко, В.Ф. Грабин и др.) технология электрошлаковой сварки изделия круглого сечения с использованием медного водоохлаждаемого кокиля, дополняющего круг до квадрата. К 1954 г. в ИЭС была создана техника замыкания кольцевых швов (А. М. Макара, В. Ф. Грабин, И. В. Новиков). К концу 1950-х гг. сотрудниками ИЭС при участии инженерно-технических работников ряда заводов была разработана техника сварки всех типов соединения, при этом для заполнения зазоров использовали проволоку, пластины, электроды большого сечения, порошковые и кусковые присадки (рис. 131). 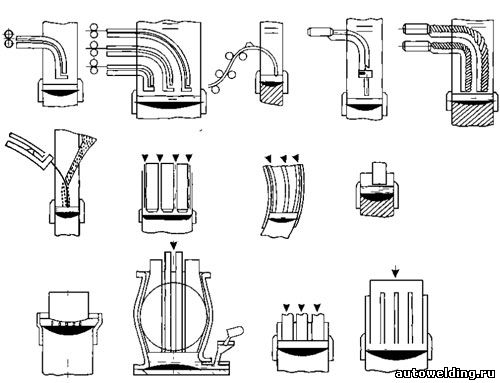
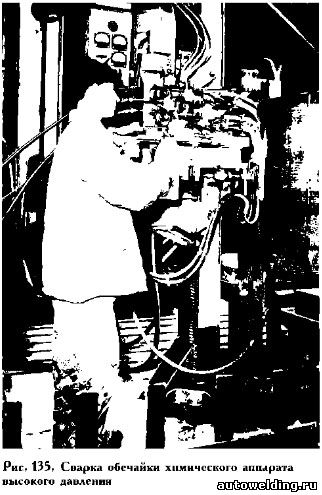
Рис. 131. Схемы ЭШС проволочными электродами, плавящимися мундштуками, электродами большого сечения, с порошкообразным присадочным материалом К числу наиболее важных технологических усовершенствований следует отнести сварку с узким зазором между кромками, позволяющую уменьшить объем металлической ванны, увеличить скорость ее кристаллизации и уменьшить зону термического влияния. Было разработано несколько приемов начала процесса сварки: с помощью электропроводного в твердом состоянии флюса АН-25; заостренным концом электрода и возбуждением дуги, расплавляющей порцию флюса; заливкой в зазор расплавленного шлака и др. Был разработан оригинальный способ контактно-шлаковой сварки, при котором свариваемые детали располагают вертикально (Д. А. Дудко, И. К. Походня), а на кромке (торце) нижней детали разводит шлаковую ванну (например, с помощью графитового неплавящегося электрода). После выдержки, необходимой для расплавления кромки, электрод убирают, а в ванну опускают вторую верхнюю часть изделия и производят ее осадку, предварительно отключив источник питания. Эта технология нашла применение при массовом изготовлении изделии стержневого типа и явилась прототипом стыко-шлаковой наплавки. Другое направление развития электрошлаковой сварки и наплавки основывалось на исследовании металлургических особенностей процесса, создании высокопрочных сталей с хорошей свариваемостью и соответствующих сварочных материалов. Были развернуты работы по электрошлаковой сварке алюминия, меди, титана и сплавов на их основе. Всю поисковую деятельность координировал Б. Е. Патон. В 1952 г. была разработана технология электрошлаковой сварки коррозионно-стойких сталей (Б. И. Медовар). Большое значение имели исследования условий возникновения трещин при электрошлаковой сварке легированных сталей, а также влияние параметров режима сварки и термообработки на механические свойства соединений (А. М. Макара, Ю.Н. Готальский, В. Ф. Грабин, И. В. Новиков). Эти и ряд других работ открыли возможность применения электрошлаковой сварки сталей, из которых изготавливают конструкции мощного металлообрабатывающего и энергетического оборудования. В начале 1950-х гг. на НКМЗ было организовано производство ковочно-штамповочных прессов усилием 40 МН. Станины, стойки, архитрав и другие детали прессов изготавливали из толстолистовых элементов с помощью электрошлаковой сварки. Только в 1956 г. в результате перехода к сварной конструкции пресса на заводе получена экономия в 2,5 млн. руб.. В следующем году были спроектированы и разработаны аппараты и технология электрошлаковой сварки более мощных прессов (рис. 132). На НКМЗ было изготовлено несколько станин прокатных станов со сварным сечением до 900 х 900 мм, станины для Ашинского, Запорожского и Челябинского металлургических заводов, валы гидротурбин для Куйбышевской и Сталинградской ГЭС. На Ижорском заводе им. А. А. Жданова (Ленинград) на основе технологии, разработанной в содружестве со специалистами ИЭС и ЦНИИ технологии машиностроения (Москва), была изготовлена сварнокованая заготовка ротора турбогенератора мощностью 1000 МВт, на НКМЗ — сварная подштамповая плита массой 140 т и рабочие цилиндры гидропрессов. На Уральском заводе тяжелого машиностроения им. С. Орджоникидзе (Свердловск) была освоена электрошлаковая сварка при производстве шагающих экскаваторов, дробилок, прессов. Изделия сваривали из сталей различных марок — от низкоуглеродистой до комплексно-легированных (рис. 133—135). 

В судостроении освоение электрошлаковой сварки началось в 1949 г., в процессе испытания первого образца аппарата для сварки монтажных стыковых швов (трактор ТС—20 с магнитным присосом), созданного в ИЭС (В. Е. Патон). К 1955 г. в ЦНИИ ТС были закончены основные исследования и началось внедрение этого процесса в строительство судов большого водоизмещения (танкеров, сухогрузов, рефрижераторов и др.), что позволило снизить трудоемкость сварочных работ при выполнении монтажных стыков в два раза, а также повысить уровень механизации сварочных работ при постройке корпусов судов. Использование электрошлаковой сварки при изготовлении штевней сварно-литой конструкции для танкеров водоизмещением 16500 т уменьшило себестоимость этих деталей в два раза. В 1954 г. Для сварки Прямоугольных сечений толщиной до 1000 мм были предложены много-электродные аппараты. Однако техника сварки большим количеством электродов (до двух десятков) представляла определенные сложности. Проволочные электроды были заменены одним или несколькими пластинчатыми электродами (Ю. А. Стеренбоген, А. Н. Сафонников). Данный способ, впервые реализованный на НКМЗ, позволил упростить аппаратуру и технологию. Но поскольку при этом невозможно было сваривать протяженные швы, разработали способ сварки плавящимся мундштуком, обладающий всеми преимуществами сварки проволочным и пластинчатым электродами (Г. 3. Волошкевич, Д. А, Дудко, Л. П, Ерегин и др.). Электрошлаковую сварку начали применять не только для выполнения прямолинейных швов, но и швов сложного профиля, расположенных в труднодоступных местах, соединяющих неповоротные стыки труб и т. и. Толщина металла, сваренного с помощью плавящегося мундштука, превысила 2 м. В конце 1950-х гг. работами Г. 3. Волошкевича и И. И. Сущука-Слюсаренко была доказана возможность изготовления способом электрошлаковой сварки изделий, имеющих размеры по 4—6 классам точности. Были установлены зависимости деформаций от параметров режима и разработан способ расчетного определения зазора. Впервые он был применен при монтажной сварке бандажей вращающихся цементных печей. Во многих случаях электрошлаковая сварка стала завершающей операцией по изготовлению изделия любой формы практически неограниченных размеров и массы из отлитых, кованых и прокатанных заготовок сравнительно небольшой массы, благодаря чему отпала необходимость в строительстве предприятий с мощнейшим технологическим оборудованием. Огромную экономию дало также использование электрошлаковой сварки для укрупнения заготовок с последующей ковкой. С целью соединения деталей большой толщины в ИЭС были разработаны следующие способы электрошлаковой сварки: электродными проволоками — для швов большой протяженности; плавящимся мундштуком — для швов большой протяженности в местах с ограниченным оперативным пространством; пластинчатым электродом — для швов малой протяженности. Электрошлаковая сварка позволила не только сваривать детали неограниченной толщины, но и по-новому подойти к созданию сварных конструкций тяжелых машин. Примером нового конструктивного решения крупногабаритных деталей является сварка гидравлических штамповочных прессов усилием 750 МН. Здесь вместо классических колонн и траверс применены толстостенные сварные плиты из проката и проковок. что явилось образцом рационального применения сварных конструкций на основе коренного изменения технологии изготовления крупногабаритных деталей (рис. 136). 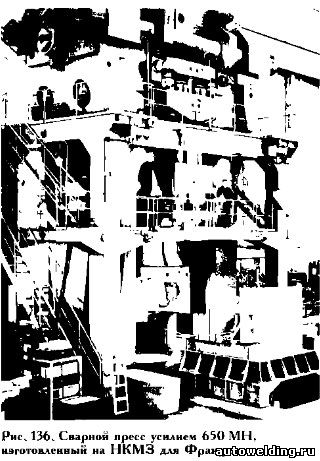
Одновременно с развитием сварочной технологии электрошлаковый процесс разрабатывался применительно к наплавке. Было предложено несколько схем. Кроме обычного наплавляемого слоя, осуществляемого с использованием формирующих ползунов в вертикальном положении, разработаны процессы наплавки в нижнем положении, стыкошлаковой наплавки, наплавки поверхностей при горизонтальном и вертикальном расположениях оси цилиндра (рис. 137). 
Преимущества электрошлакового процесса с середины 1950-х гг. начали реализовываться с целью наплавки износостойких сплавов, восстановления изношенных деталей, облицовки рабочих поверхностей, получения биметаллических заготовок. Электрошлаковая наплавка отличается высокой производительностью. Благодаря достаточной стабильности процесса при низкой плотности тока в электроде можно использовать в качестве плавящихся электродов прутки, пластины, стержни и т. п. При этом глубина проплавления незначительна. К 1955 г. И. К. Походней (ИЭС им. Е. О. Патона) были выполнены первые исследования взаимодействия шлака и металла при электрошлаковой наплавке. Одновременно разрабатывали способы наплавки изделий с поверхностью сложной конфигурации, труднодоступной для дуговых технологий и т. п. В частности, была разработана торцевая электрошлаковая наплавка небольшой порции (сталь 3Х2В8) на керны для захвата слитков. В результате наплавки удалось в 6—8 раз увеличить стойкость кернов и существенно сократить простои оборудования на металлургических заводах. Новые возможности получения наплавленных поверхностей толщиной 20—90 мм открыл процесс электрошлаковой наплавки вертикальных поверхностей (плоских или цилиндрических) с помощью подвижных водоохладаемых ползунов или неподвижных кристаллизаторов. Если использовать формирующее устройство с формой поверхности, повторяющей таковую наплавленного слоя, то можно избежать последующей механической обработки изделия или существенно уменьшить ее объем. Значительный вклад в совершенствование технологии электрошлаковой сварки на первом этапе внедрения, кроме сотрудников ИЭС, внесли инженеры нескольких заводов И. Г. Гузенко, В. В. Черных, И. Д. Давиденко, М. Г. Козулин, В. Г. Радченко и др. В 1950-х гг. в СССР продолжались глубокие теоретические и экспериментальные исследования, направленные на расширение номенклатуры свариваемых материалов, улучшение качества металла шва и соединения в целом. К флюсам, предназначенным для электрошлаковой сварки, предъявляют специальные требования, обусловленные физико-химическими особенностями процесса. С 1951 г. и ИЭС начали целенаправленную разработку сварочных материалов. По химическому составу их можно разбить на несколько групп: высококремнистые марганцевые марок ФЦ—7, АН—348, АН—8; низкокремнистые марганцевые марок 48—Оф—6, АН—25; фторидные марок АНФ-1, АНФ-5 и др. Опыт применения электрошлаковои сварки показал, что лучшими технологическими свойствами при сварке углеродистых и низколегированных сталей отличается флюс марки АН— 9У. Разработка технологических вопросов сопровождалась исследованиями физической сущности электрошлакового процесса, взаимосвязи между параметрами режима сварки и их влиянием на образование сварного соединения (Г. 3. Волошкевич и др.). Важное значение имели работы по стабилизации электрошлаковой сварки, в том числе по исследованию физических процессов в шлаковой ванне (Д. А. Дудко и др.) и свойств флюсов. Изучение температурного поля и термического цикла позволило рассчитать скорости нагрева и охлаждения ванны и металла в ЗТВ (А. М. Макара, Ю. Н. Готальский, С. А. Островская и др.). В течение 1950-х гг. Б. Е. Патоном были разработаны принципы автоматического регулирования процесса ЭШС, послужившие базой для проектирования специальных источников питания аппаратов. Теоретические основы проектирования оборудования для электрошлаковых процессов были разработаны Б. Е. Патоном и В. К. Лебедевым. Были установлены факторы, влияющие на ход процесса, в том числе на параметры режима сварки, физико-химические свойства шлака, электродной проволоки и наличие электромагнитных явлении. Авторами доказана возможность саморегулирования процесса, подобная таковой при дуговой сварке. Установлены основные требования к сварочным трансформаторам, определены принципиальные схемы источников питания и конкретные конструктивные особенности. Было учтено, что для питания электрошлакового процесса можно использовать трансформатор с относительно небольшим сопротивлением короткого замыкания. Главная особенность трансформаторов, применяемых для электрошлаковой сварки, — широкий диапазон регулирования вторичного напряжения. Первым специализированным был однофазный трансформатор типа ТШС—1000—1 (В. К. Лебедев, М. Н. Сидоренко). В 1956 г. завершилась работа над созданием трехфазных трансформаторов типа ТШС-1000-3 и ТШС-3000-3. Впоследствии была найдена более практичная схема трансформаторов, допускающая раздельное регулирование фазных напряжений в необходимых пределах без мощной коммутационной аппаратуры. Для ЭШС разрабатывали и совершенствовали специальную сварочную аппаратуру, источники питания, технологическую оснастку и приспособления. Первым промышленным аппаратом, внедренным на ТКЗ, был безрельсовый аппарат А—306 (В. Е. Патон, П. И. Севбо, Р. И. Лашкевич). В 1952 г. для сварки на заводе «Запорожсталь» и моста через Днепр в Киеве был разработан рсльсовый аппарат А—314 (В. Е. Патон, М. Д. Литвинчук, П. И. Севбо). Этими одноэлектродными аппаратами выполняли сварку металлов толщиной до 60 мм. Для расширения диапазона свариваемых толщин до 150 мм вводили механизм горизонтального возвратно-поступательного движения электрода (аппарат А—310, Р. И. Лашкевич, П. И. Севбо). Аппараты А—340, А-350 с трехэлектродной головкой позволяли соединять металл толщиной до 40 мм. Замена асинхронных приводов двигателями постоянного тока расширила технологические возможности аппарата. Схема и компоновка безрельсового аппарата сохранились и в современных автоматах для электрошлаковой сварки. Наиболее удачным аппаратом рельсового типа считается аппарат А—372р, разработанный в 1953 г. Он отличается большой универсальностью. можно сваривать стыки толщиной до 450 мм одной— тремя электродными проволоками с колебаниями; осуществлять быструю переналадку на сварку прямолинейных или кольцевых швов; производить сварку пластинчатыми электродами. В 1956 г. В. Е. Патон и П. И. Севбо разработали магнитошагающий аппарат типа А—501 для сварки угловых швов тавровых и стыковых соединений и многоэлектродный (18 электродов) аппарат А—480 для ЭШС металла толщиной более 450 мм. В 1958 г. в ИЭС впервые в мире были получены конструктивные схемы, изготовлены и испытаны основные типы аппаратов для электрошлаковой сварки (рис. 138). В последующие годы аппараты модернизировали расширяли сферу применения электрошлаковой сварки, повышали надежность процесса. Основные конструктивные решения, разработанные в СССР в процессе совершенствования оборудования для электрошлаковой сварки, были использованы зарубежными фирмами. На протяжении 1960-х гг. в ряде стран выпускали аппараты различных модификаций, аналогичные созданным в ИЭС им. Е. О. Патона: SVUZ-ETZ-450 (ЧССР); «Vertomalic S» (фирма «Аркос», Бельгия); AW—2—V (фирма «Бритиш оксиджен», Великобритания) и др. 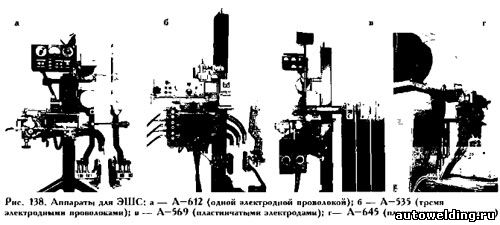
В 1951 г. ИЭС подал заявку для оформления авторского свидетельства СССР на технологию электрошлаковой сварки. Однако решение о выдаче авторского свидетельства было принято соответствующими органами только в 1956 г. В конце июня 1956 г. Чехословакии (Институт сварочных машин и технологий) были переданы инструкции по электрошлаковой сварке и чертежи аппарата А—372р. В Киеве побывал директор Института сварки Чехословакии И. Чабелка, ознакомившийся с технологией эшс. В следующем году в соответствии с решением советско-чехословацкой комиссии по научно-техническому сотрудничеству Чехословакия получила аппарат А—372р, изготовленный в ИЭС им. Е.О. Патона. В филиале Института сварочных машин и технологии (Хотеборж) по документации, также переданной советским институтом, был изготовлен одноэлектродный аппарат для ЭШС и освоена технология сварки листов толщиной 50 мм. В 1958 г. чехословацкие коллеги продали лицензию на изготовление установок для электрошлаковой сварки английской фирме «Роквелд» и фирмам в Бельгию. В 1957 г. в Чехословакии опубликована статья М. М. Фишкиса об опыте внедрения ЭШС на Московском автозаводе им. И. А. Лихачева, описывавшая технологию сварки различных типов швов и конструкцию магнитошагающего аппарата. Первая советская лицензия на технологию и аппарат А—372р для ЭШС была продана в 1959 г. шведской фирме «ЭСАБ». В дальнейшем аппаратуру для ЭШС экспортировали во Францию, Румынию, Польшу, Японию, Индию и многие другие страны. В 1956 г. Центральный институт сварки в Галле (Германия), получив аппарат А—372р, изготовленный в ИЭС им. Е. О. Патона, а также техническую документацию к нему, приступил к освоению процесса электрошлаковои сварки и его внедрению на предприятиях ГДР. В немецких журналах были напечатаны статьи Г. 3. Волошкевича и Б. Е. Патона. В КНР благодаря помощи специалистов нашего института (Ю. Н. Готальский) к концу 1959 г. электрошлаковую сварку применяли при изготовлении ковочных штампов, паровых котлов, прокатного оборудования и др.. Здесь сварку выполняли аппаратами и материалами, поставляемыми из СССР. В конце 1950-х гг. ЭШС нашла применение для соединений рельсов, фланцев большого диаметра и т. п. (Швеция), деталей энергетического оборудования и тяжелых машин (ФРГ, Италия, Нидерланды и др.). В Великобритании в одной из статей под необычным для научных материалов заголовком «Шлаковая сварка — это миф или нечто большее?» был дан обзор того, что «успели за железным занавесом сделать в Советском Союзе». Здесь рассказывалось о выдающейся приоритетной работе — принципиально новой автоматической сварке вертикальных швов. Кроме рекламных материалов, в британских журналах было помещено также описание техники сварки прямолинейных и кольцевых швов. К тому времени еще не все зарубежные специалисты разобрались в сущности нового процесса. Некоторые из них считали, что ЭШС основана на дуговом нагреве. В США первое сообщение об электрошлаковой сварке появилось в 1957 г. в статье под заголовком «Красные получают награды за улучшение сварки». В ней информировали читателей, что Ленинской премией награждены создатели нового процесса, который может быть использован для соединения металлов практически неограниченной толщины за один проход, не нуждается в окончательной проковке и в подготовке кромок. В 1959 г. была напечатана краткая публикация о возможностях электрошлаковой сварки и некоторых ее технологических особенностях. Кроме того, сообщалось, что можно заказать более подробную информацию на эту тему, и что созданный в СССР способ электрошлаковой сварки «тщательно изучается в Канаде и США». В том же году преподаватели механико-технического отделения Манчестерского колледжа науки и технологии (Великобритания) М. М. Бараш, В. Б. Хэджибосам, Л. Оксей сделали обзор статей об электрошлаковой сварке, опубликованных в журналах «Автоматическая сварка» и «Сварочное производство» за 1951—1957 гг. Ими приведены подробные схемы одно- и многоэлектродной ЭШС прямолинейных и кольцевых швов . В 1960 г. Д. Томас, президент фирмы «Аркос», написал статью, в которой ознакомил читателей «Велдинг джорнал» с принципами электрошлаковой сварки, схемами известных в то время одно- и многоэлектродного процессов, техникой сварки, металлургическими особенностями и экономическими показателями. В разделе «История» он отметил, что идея сварки вертикальных швов и их формирования с помощью графитовых не плавящихся ползунов принадлежит российскому инженеру Бенардосу, а принципиально новый процесс с такой схемой создан в ИЭС им. Е. О. Патона в Киеве и первоначально назван в литературе «процессом вертикальной сварки». В Западную Европу электрошлаковая сварка пришла иэ Братиславского института (Чехословакия), сотрудники которого передали техническую документацию Бельгии. Бельгийские металлурги улучшили качество металла шва благодаря применению новых составов проволок и флюса. Итоги становления и развития ЭШС за десять лет подвел Б. Е. Патон в программном докладе на конгрессе МИСа в 1960 г. (Бельгия). В докладе подробно рассматривались технология сварки, металлургические особенности электрошлакового процесса при соединении всех типов сталей, в том числе нержавеющих, проводились многочисленные примеры использования сварки в тяжелом энергетическом машиностроении, судостроении и других отраслях промышленности СССР. Б. Е. Патон отмечал: «Электрошлаковая сварка найма применение более чем на 50 заводах в КНР, ГДР и Чехословакии, а также к этому времени ее применение расширяется в Швеции и ФРГ. Первые шаги по использованию новой технологии делают фирмы США, Великобритании и Франции». 17—21 апреля 1961 г. в Ныо-Иорке состоялась 42-я ежегодная конференция Американского сварочного общества, на которой с большим докладом выступил Б. Е. Патон. Он подробно остановился на научных основах ЭШС, ее энергетических характеристиках, технике сварки, оборудовании и областях применения, в том числе при сварке крупных изделий из конструкционных сталей, легированных сталей, титана, а также электрошлаковой наплавке. На этой же конференции был представлен доклад Ф. Дж. Данхиера из Брюсселя от общества «Аркос сосьете аноним». Он уделил внимание истории электрошлаковой сварки, подчеркнул, что «пионерное изобретение» было сделано в СССР в 1949 г. и нашло первое промышленное применение в 1950 г. Данхнер также отметил, что способ был передан Чехословакии. Чехословакия в 1958 г. продала проект в Бельгию, где он получил название «вертоматик». К 1960 г. электрошлаковую сварку использовали в нескольких восточно-европейских странах, а также в Японии и Китае. Данхнер подробно описал технологию и технику изготовления толстостенных конструкций сухого дока в Антверпене, барабанов цементных печей в Бельгии, сосудов высокого давления во Франции и Англии, котлов паровых турбин в Шотландии, мощных гидравлических прессов в Германии и Японии и т. д. К этому времени в Бельгии был также накоплен опыт ремонта изделий с помощью электрошлаковой сварки (судовых валов и пр.). В Японии ЭШС была впервые опробована на строительстве доменной печи Кимицуского металлургического завода (фирма «Синнихон сэйтэцу Ко, Лтд»). В судо- и котлостроении широко использовали советские сварочные аппараты типа А—820м. Японской фирмой «Ничимен» были приобретены сварочные аппараты А—1304 и А—550У с трансформаторами ТШС-3000/3 нТШС-10000/1. Аппараты смонтированы на одном из предприятий фирмы «Сумитом кемикл Ко» для изготовления алюминиевой ошиновки электролизных ванн. Сотрудники ИЭС оказали им техническую помощь в освоении процесса электрошлаковой сварки алюминия (А. Г. Синчук). В 1956 г. вышла первая в мире монография, посвященная электрошлаковой сварке, под редакцией Б. Е. Патона. В 1959 г. было выпущено второе, значительно дополненное издание, переведенное затем на английский язык. Зарубежные фирмы получили подробную информацию о новом процессе, что значительно облегчило освоение ими ЭШС. В последующие годы была издана новая монография на английском языке. В 1958 г. мировая общественность получила возможность познакомиться с электрошлаковой сваркой на всемирной выставке в Брюсселе, Здесь новый вид сварки был удостоен высшей награды — Гран-при (медали и дипломы были выданы ИЭС и ТКЗ) (рис. 139). В последующие годы электрошлаковую сварку демонстрировали на многих международных, отраслевых и других выставках. Периодически в СССР издавали сборники трудов и монографии, в которых подводились итоги последних достижений в разработке ЭШС. Эти обобщения становились ценными справочными пособиями для технологов, конструкторов и руководителей предприятий. 
В конце 1950-х гг. расширили исследования, направленные на улучшение качества сварных соединений, создание специальных сталей, не требующих применения термообработки после ЭШС (А. М. Макара, И. В. Новиков, А. С. Искра и др.). Физико-химические особенности коррозионно- и жаростойких, а также жаропрочных сталей обусловили применение широких формирующих ползунов и накладок, фторидных флюсов и т.п. Благодаря решению этих проблем ЭШС стала одной из ведущих технологий в химическом и энергетическом машиностроении, в ракетостроении. Был разработан также способ ЭШС чугунных деталей большого сечения. Для обеспечения заданного химического состава легированных чугунов были применены соответствующие сварочные материалы. Способом электрошлаковой сварки плавящимся электродом (Д. М. Рабкин, А. Я. Ищенко, А. Г. Сипчук и др.) можно было сваривать изделия из алюминия и его сплавов практически неограниченной толщины. В качестве электродного материала использовали сварочные проволоки, пластины и плавящиеся мундштуки, а также специальный флюс АН—А301. В ИЭС был разработан способ электрошлаковой сварки пластинчатым электродом сразу нескольких стыковых швов кольцевых изделий за один проход. Основная проблема, возникшая при сварке титана, заключалась в необходимости создания флюса, исключающего загрязнение металла шва вредными примесями и имеющего плотность, не превышающую таковую жидкого металла. В ИЭС им. Е. О. Патона были созданы такие флюсы (С. М. Гуревич и др.). Высокое качество сварных соединений стало возможным при условии защиты зоны сварки инертным газом. Электрошлаковая сварка — наиболее эффективный способ сварки деталей из титановых сплавов толщиной более 30 мм, нашедший применение при изготовлении конструкций специального назначения, например, в химическом машиностроении. В связи с развитием металлургии возникла потребность в изготовлении оборудования из меди толщиной более 40 мм. При этом не удавалось получить качественное соединение дуговыми способами сварки. В ИЭС был создан способ ЭШС меди, особенность которого состояла в использовании большой погонной энергии и легкоплавких флюсов на основе фторидов щелочноземельных металлов. Электрошлаковую сварку меди пластинчатым электродом применяли при изготовлении бандажей и кристаллизаторов из медной полосы вместо фрезерования заготовок из медных плит. Здесь же был разработан и способ электрошлаковой наплавки меди и ее сплавов на сталь без проплавления основного металла (Г. 3. Волошкевич и др.). Биметаллические соединения получали при различных схемах расположения сварочной ванны и наплавляемых поверхностей, что позволяло наносить слои меди толщиной 1—5 мм как на плоские поверхности, так и на внутренние и наружные тела вращения (рис. 140). 
Среди многочисленных исследований следует особо отметить изучение физических процессов в шлаковой ванне путем фото- и киносъемки (Д. А. Дудко, Г. 3. Волошкевич, И. И. Сущук-Слюсаренко, И. И. Лычко, И. Кенигсмарк). Результаты экспериментов и кинофильм, снятый в ИЭС им. Е. О. Патона, вызвали большой интерес участников международного симпозиума, посвященного 100-летию со дня рождения Е. О. Патона. Были выполнены и Другие исследования, в том числе разработаны расчетные схемы глубины проплавления кромок, оценена тепловая эффективность процесса (Г. 3. Волошкевич, В. А. Винокуров, Л. П. Ерегин и др.). В 1960-х гт. исследованиями различных аспектов электро шла ко вой сварки, кроме советских специалистов, работавших в ИЭС им. Е. О. Патона, ЦНИИТМАШ, МВТУ им. Н. Э. Баумана, ЦНИИ ТС и других организациях, заводских лабораториях и на кафедрах вузов, занимались ученые Чехословакии, Бельгии, США, ФРГ, ГДР, Японии. В результате были разработаны способы предупреждения горячих и холодных трещин, а также приемы, уменьшающие температуру металлической ванны, способы повышения скорости сварки. Так, было предложено вводить в шлаковую ванну дополнительный присадочный металл (И. И. Ивочкин), применять импульсный режим питания током (И. И. Сущук-Слюсаренко, И. И. Лычко), использовать порошковую проволоку, ленточный электрод, применять узкий зазор между кромками и т. д. (К. А. Ющенко и др.). Одной из особенностей электрошлаковых технологий является необходимость поддержания непрерывности процесса плавления, недопустимость незапланированных остановок. Однако электрошлаковая сварка крупногабаритных изделий часто длится десять и более часов, поэтому вероятность выхода из строя отдельных механизмов возрастает. Чтобы избежать нежелательных дефектов, были разработаны сварочные установки с дублированием всех рабочих органов и электрических схем. В начале 1950-х гг. электрошлаковый процесс был реализован в ИЭС (Б. Е. Патон, Б. И. Медовар) еще в одной технологии — электрошлаковом переплаве (ЭШП). В свою очередь, опыт электро шлакового переплава в начале 1970-х гг. был использован при разработке следующих новых сварочных технологий: с подключением расходуемых электродов большого сечения по бифнлярной схеме, неподвижными электродами с кусковым присадочным металлом, с жидким стартом. Источник: Корниенко А.М. "История сварки. XV-середина XX ст." -К, Феникс, -2004 Читайте также: Электрошлаковое литье - технология высокой эффективности
|




