Изготовление кузовов автомобилей
Кузова и кабины автомобилей, как правило, выпускают в условиях крупносерийного и массового производства. Штампованные тонколистовые детали подаются системой толкающих конвейеров к автоматическим линиям сборки—сварки основных узлов кузова: пола, боковин и крыши. Эти линии представляют собой сложный комплекс многоточечных сварочных машин и средств механизации, работающих в едином цикле. Многоточечные машины этих линий подразделяются на несколько типов. Машины типа «открытый стол» (рис. 16.18,а) входят в состав многих автоматических линий. В машинах этого типа свариваемые узлы устанавливаются на неподвижный стол 1, а сварочные пистолеты и клещи закреплены на откидывающихся кронштейнах 2, которые подводятся к свариваемым узлам с помощью гидравлических цилиндров 4. Для съема узлов со стола и подачи их на конвейер линии машины оснащены гидравлическим подъемником 3. Они имеют телескопические цилиндры, так как высота подъема деталей достигает 1,3 м. 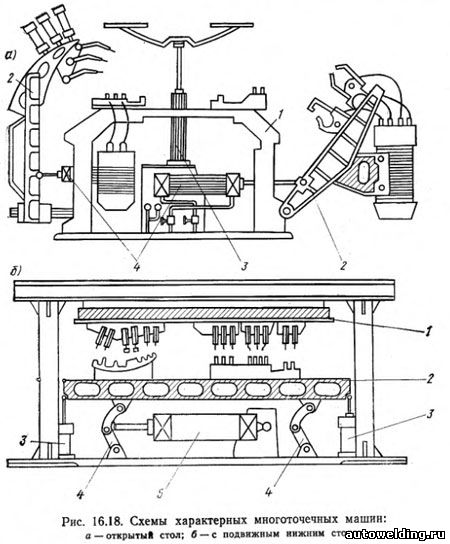
Машины с подвижным нижним столом используют для сварки крупногабаритных узлов (рис. 16.18,б). Свариваемые узлы укладывают на подвижный стол 2 машины, сварочные пистолеты закреплены неподвижно на верхней плите 1. Подъем и фиксация стола осуществляются с помощью двух гидроцилиндров 3 и одного пневмоцилиндра 5, который управляет движением коленчатых рычагов 4. При подъеме стола рычаги устанавливаются в «мертвое» положение и воспринимают усилия как от веса стола, так и от давления электродов сварочных пистолетов. Пневмоцилиндр 5 служит как для вывода рычагов из «мертвого» положения, так и для амортизации стола при опускании. В начале автоматической линии входящие в состав собираемого узла детали обычно ориентируют и укладывают по фиксаторам вручную. Сохранение первоначальной ориентации и требуемая точность фиксации узла на последующих сборочно-сварочных позициях обеспечиваются соответствующим конструктивным оформлением транспортирующих устройств. В некоторых случаях для этого используют тележки-спутники. Примером автоматической линии с тележками-спутниками может служить линия сборки и сварки настила пола кабины грузового автомобиля ЗИЛ, обеспечивающая сборку и сварку одного изделия за 55 с (рис. 16.19). 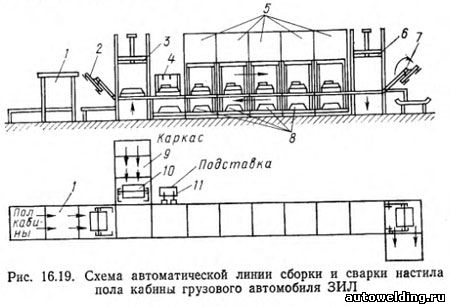
Работа лилии осуществляется следующим образом. Два оператора укладывают детали каркаса на приемное устройство многопозиционного пресса рельефной сварки 9. Сваренный каркас выдается шаговым устройством и с помощью механической руки 10 перекладывается на очередную тележку-спутник 8, когда она находится на платформе гидроподъемника 3 в нижнем положении. Другие два оператора снимают панель пола с подвесного конвейера, укладывают ее на приемное устройство многопозиционного клепального станка 1 н вставляют в отверстия панели 32 резьбовые втулки. Панель с втулками подается в станок, где за один рабочий ход все резьбовые втулки развальцовываются. Затем панель пола шаговым устройством выдается из станка, захватывается механической рукой 2 н укладывается в то же приспособление-спутник, где ранее был установлен каркас пола. Укладка панели пола механической рукой 2 осуществляется в тот момент, когда тележка-спутник находится на платформе подъемника 3 в верхнем положении. На следующей позиции 4 на этот спутник механической рукой 11 подается подставка сиденья, которая контактной сварочной установкой прихватывается в двух точках. Затем полностью собранный узел вместе с приспособлением-спутником перемещается шаговым конвейером и последовательно проходит операции сварки на пяти контактных многоэлектродных машинах 5, где сваривается в 204 точках, и попадает на платформу гидроподъемника 6, находящуюся в верхнем положении. Здесь сваренный пол кабины снимается с приспособления механической рукой 7 и передается на линию сборки кабины. 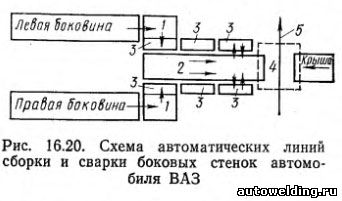
Многие другие автоматические линии изготовления узлов кузовов автомобилей работают без тележек-спутников. Так, на рис. 16.20 схематически показаны линии сборки и сварки боковых стенок кузова автомобиля ВАЗ, где в начале линии оператор укладывает элементы каркаса и обшивку на стол многоточечной машины типа «открытый стол» по фиксаторам. Выполненные на этой машине сварные точки обеспечивают жесткость собранного узла и надежную фиксацию деталей относительно друг друга. После сварки гидроподъемник поднимает узел до уровня расположения транспортирующего устройства, которое захватывает его и передает на следующие позиции, где сварка остальных точек выполняется автоматически. Сваренные боковины поступают в конце линии на механизмы перегрузки 1, где они из горизонтального положения переводятся в вертикальное и подаются на напольный конвейер 2. Рядом расположены накопители 3 для хранения готовых боковин. Подача с напольного конвейера в накопители и обратно происходит автоматически. Общую сборку и сварку кузова автомобиля из готовых узлов осуществляют либо на одном рабочем месте в главном кондукторе, либо на нескольких рабочих местах методом последовательного укрупнения. На ВАЗе используют первый прием, причем перед подачей готовых узлов в главный кондуктор их комплектуют в одной подвеске толкающего подвесного конвейера. Для этого сваренные боковины кузова (правая и левая) подаются к месту комплектации 4 напольным конвейером. С противоположной стороны к этому месту поступает и крыша кузова. Комплектация осуществляется с помощью опускной секции линии подвесного конвейера 5 Навеску осуществляют опусканием участка несущего пути подвесного конвейера 2 вместе с подвеской 1 так, чтобы крюки 5 рычагов 3 оказались на уровне проемов окон боковин, подаваемых напольным конвейером (рис. 16.21). 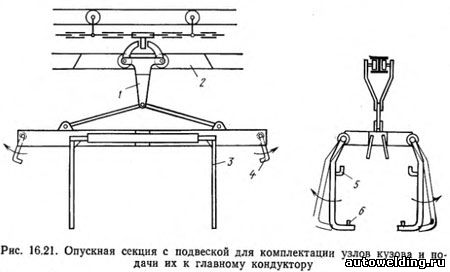
Крыша подается центрально и подхватывается крюками 4. Скомпонованная таким образом «виноградная гроздь» поднимается вверх, захватывается выступом тяговой цепи толкающего конвейера и автоматически адресуется к месту приема последнего узла компоновки — настила пола, располагаемого в подвеске на опорах 6, а затем отправляется на склад. Со склада подвески «виноградные грозди» системой автоматического адресования подаются к главному сборочному кондуктору (рис. 16.22) челночного типа, включающего многоточечную сварочную машину 5, шесть подвесных сварочных машин 3 и две связанные между собой кондукторные тележки 1 и 4. Подвеску 2 с компоновкой узлов кузова опускают на приемную тележку, узлы снимают, устанавливают в кондуктор тележки и фиксируют прижимами. Затем тележку подают в многоточечную машину 5. Здесь узлы окончательно фиксируются зажимными устройствами и свариваются снизу в 96 точках. Остальные 182 точки сваривают с помощью подвесных сварочных машин. В это время вторая тележка находится на позиции, где ранее собранный кузов захватывается рычагами подвески, опускная секция 2 толкающего конвейера 6 поднимает его и подвеска с кузовом отправляется на линию окончательной сварки. 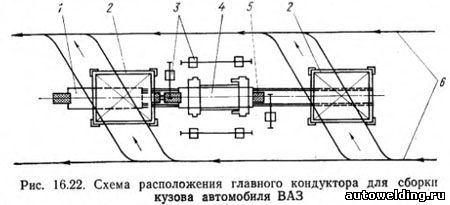
Примером другого приема общей сборки — методом последовательного наращивания - является участок сборки и сварки кабин грузового автомобиля ЗИЛ. Поскольку трудоемкость сборочных операций выше, чем сварочных, то сборку кабин осуществляют в двух параллельных механизированных линиях I и II, а сварку— в одной автоматической линии IV (рис. 16.23). 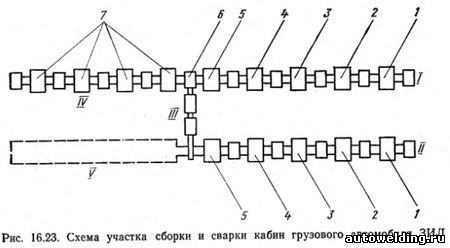
В начале каждой сборочной линии два оператора снимают с подвесных конвейеров и устанавливают в жесткое приспособление многоэлектродной машины 1 пол и передок кабины, фиксируя их по технологическим отверстиям и зажимая пневмоприжимами. После выполнения сварочной операции шаговый конвейер последовательно передает собранный узел на сборочные стенды 2, 3, 4 и 5 для установки каркасов боковин, каркаса задка и панели крыши. На каждой из этих позиций подъемные столы снимают узел с конвейера, фиксируют по технологическим отверстиям, на него устанавливают соответствующий узел и прихватывают. Поперечный конвейер III связывает параллельные линии сборки, и на загрузочную позицию конвейера сварочной линии 6 собранные кабины поступают попеременно либо с линии I, либо с линии II. Поскольку линия сварки кабин имеет четыре контактных многоэлектродных машины 7 и работает автоматически, то надежность ее работы непосредственно зависит от точности подачи свариваемых кромок под электроды машины на каждой позиции. Суммарные отклонения, вызываемые ограниченной точностью позиционирования кабины, погрешностями изготовления ее элементов и их сборки в пространственный узел, оказываются настолько значительными, что требуется их компенсация. В рассматриваемой линии такая компенсация достигается использованием самоустанавливающихся сварочных пистолетов (рис. 16.24). 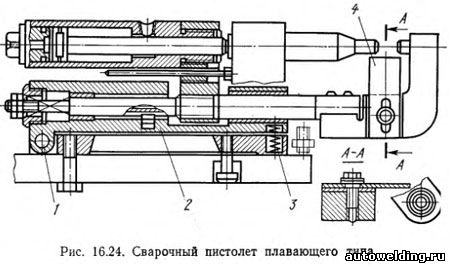
Корпус 2 сварочного пистолета может поворачиваться вокруг оси, что позволяет подводить ограничительную планку 4 до упора в свариваемые кромки, если их отклонения от проектного положения не выходят за пределы сжатия пружины 3. Работа на линии сварки кабин осуществляется следующим образом. Собранная на прихватках кабина поступает на первую сварочную машину (рис. 16.25), где фиксируется в рабочем положении с помощью подъемного устройства 7. Сварочные пистолеты 4, закрепленные нa траверсах 1, 6, 8 шарнирами 2 с пружинами 3, подводятся к свариваемым кромкам до упоров 5. После выполнения сварочной операции кабина опускается на шаговый конвейер и передается на следующую позицию. 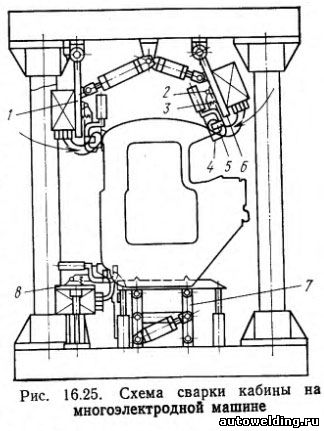
В дополнение к сварочному участку IV описанной линии сборки и сварки кабин (см. рис. 16.23) смонтирован участок V, оснащенный 14 роботами типа «Unimate». Эти роботы выполняют контактную сварку кабин в автоматическом цикле. Участок V может работать одновременно с участком IV. Источник: Николаев Г.А. "Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций"
| 



