Изготовление решетчатых конструкций
Решетчатые конструкции — фермы, мачты, башни — изготовляют преимущественно из прокатных элементов; гнутые и сварные профили используют в меньшей степени. К решетчатым конструкциям относят также арматуру железобетона — сетки, плоские и пространственные каркасы. При сборке ферм особое внимание уделяют правильному центрированию стержней в узлах во избежание появления изгибающих моментов, не учтенных расчетом. Разнообразие типов и размеров ферм иногда не позволяет использовать преимущества ихсборки в инвентарных кондукторах. В этих случаях нередко применяют метод копирования. Первую собранную из уголков по разметке ферму (рис. 14.37,а) закрепляют на стеллаже — она служит копиром. При сборке детали каждой очередной фермы 2 раскладывают и совмещают с деталями 1 копирной фермы (рис. 14.37,б). После скрепления деталей 2 прихватками собранную ферму (пока с односторонними уголками) снимают с копира, укладывают на стеллаже отдельно и ставят на нее недостающие парные уголки 3 (рис. 14.37,в). Когда сборка требуемого количества ферм закончена, копирную ферму также дособирают и отправляют на сварку. 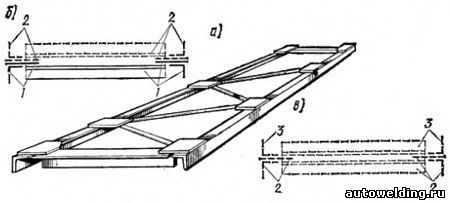
Рис. 14.37. Схема сборки фермы по копиру Такой способ прост и эффективен, но он не обеспечивает необходимой точности размеров ферм и правильного расположения монтажных отверстий, например для крепления ферм к колоннам. 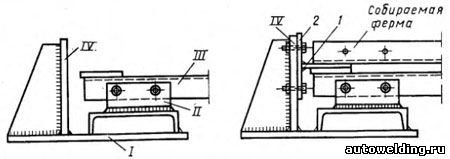
Рис. 14.38. Копир с фиксатором для сборки стропильных ферм:
I — основание фиксатора; II — крепление фиксатора к копиру; III — копир; IV — стойка фиксатора Для увеличения точности сборки на концах копира укрепляют специальные съемные фиксаторы (рис. 14.38), которые определяют положение деталей с монтажными отверстиями и ограничивают геометрические размеры конструкции в пределах заданных допусков. Сборка ферм по копиру с фиксаторами производится в следующем порядке. Сначала устанавливают концевые планки 2, предварительно сваренные с фасонками 1. Их правильное положение обеспечивают совмещением монтажных отверстий концевых планок с отверстиями в стойке фиксатора IV. Затем на копире раскладывают все остальные элементы, производят прихватку, ферму снимают с копира, кантуют и дособирают, как описано выше. При достаточно большом количестве выпускаемых ферм одного типоразмера становится экономически целесообразным использование более сложной и производительной оснастки, например приспособления, изображенного на рис. 14.39. Сборку выполняют на стенде 1, снабженном пневмоприжимами. Элементы фермы раскладывают по упорам и фиксаторам, одновременно зажимают пневмоцилиндрами и жестко соединяют швами, оказавшимися в нижнем положении. С помощью рамки 2 собранную ферму сначала ставят в вертикальное положение, а затем передают на стенд 3, причем в каждом из этих положений выполняют соответствующие швы. В это время на стенде 1 производят сборку следующей фермы. 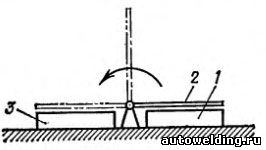
Рис. 14.39. Схема устройства для сборки и сварки ферм Использованию механизированных поточных методов при изготовлении ферм препятствует не только разнообразие типоразмеров и небольшое число изделий в серии, но и низкая технологичность типовых конструктивных решений. Большое количество деталей, составляющих ферму, усложняет сборочную операцию, приводит к необходимости выполнения множества швов, различным образом ориентированных в пространстве, и требует кантовки собранного изделия при сварке. Качество получаемых соединений ь значительной мере зависит от квалификации сварщиков и ряда других факторов, характерных для ручного производства. Совершенствование производства стропильных ферм требует создания поточных линий с установками контактной сварки. Это можно видеть на примере типовой стропильной фермы, разработанной в ЦНИИПСКе, показанной на рис. 14.40. 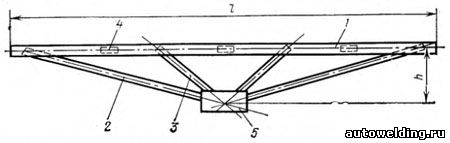
Рис. 14.40. Схема типовой стропильной фермы, свариваемой точечной контактной сваркой В зависимости от нагрузки предусмотрены четыре типоразмера, отличающихся сечением используемых профилей, тогда как размеры l=12 м и h=1,5 м остаются неизменными. Верхний пояс 1 состоит из двух горячекатаных швеллеров, нижние пояса 2 и раскосы 3 — из одиночных гнутых швеллеров. Короткие отрезки таких швеллеров использованы как диафрагмы верхнего пояса 4, нижний узел объединен косынками 5. Рациональная схема фермы из ограниченного числа элементов позволяет механизировать сборку и выполнять соединения дуговой или контактной точечной сваркой непосредственно в сборочном кондукторе без кантовки фермы. 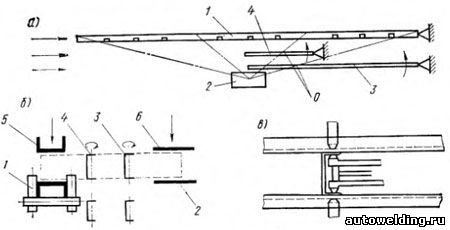
Рис. 14.41. Схема изготовления типовых стропильных ферм Проект поточной линии по изготовлению форм предусматривает три накопителя элементов ферм с механизмами поштучной выдачи, три рольганга, автоматический сборочный кондуктор и две машины для контактной точечной сварки. Швеллер 1 (рис. 14.41), входящий в состав верхнего пояса фермы, подается по рольгангу с приводными роликами до упора (рис. 14.41,а, б). Элемент нижнего пояса 3 и раскос 4 подаются аналогично в соответствующие приемные секции сборочного кондуктора, расположенные ниже уровня плоскости фермы. Секции вместе с раскосом или элементом нижнего пояса автоматически приподнимаются и каждая из них поворачивается вокруг соответствующей оси О таким образом, чтобы концы повернутых элементов оказались над стенкой швеллера 1 и косынкой 2. При опускании секций кондуктора происходит прижатие сопрягаемых поверхностей. Таким же образом устанавливаются элементы левой части фермы, а затем сверху подаются и прижимаются парные детали пояса 5 и косынки 6. Завершение сборочной операции служит сигналом начала сварки. Точечные контактные машины специальной конструкции по заданной программе перемещаются вдоль кондукторов и сваривают узлы парными точками (рис. 14.41,8). Вместе со сварочной машиной перемещается механизм автоматической подачи диафрагм в виде коротких отрезков гнутого швеллера, вставляемых между стенками верхнего пояса. По окончании сварки специальными выталкивателями ферма извлекается из кондуктора, приемные секции кондуктора возвращаются в исходное положение. Фермы крупных мостовых пролетных строений являются негабаритными конструкциями. Это не позволяет изготовлять их целиком в условиях завода, а сварка на монтаже обычно не может обеспечить те высокие требования к качеству сварных соединений, которые для мостовых конструкций являются обязательными. Поэтому стержневые элементы мостовых ферм обычно изготовляют сварными в условиях завода, тогда как соединения стержней в узлах на монтаже собирают на высокопрочных болтах. При изготовлении решетчатых конструкций все шире используют трубы. Подготовка их к сборке и сварке требует фигурной обрезки концов на специальных машинах термической резки. Иногда концы труб относительно небольших диаметров сплющивают, что упрощает их соединение в узлах дуговой сваркой. Сплющенные по концам трубы можно соединять в пространственный узел ванной сваркой, как показано на рис. 14.42. Торцы сплющенных частей образуют ограниченное по периметру пространство, куда в процессе сварки вводят электрод или гребенку электродов. Такие узлы применяются в пространственно-стержневых несущих конструкциях большепролетных покрытий спортивных сооружений и рынков. 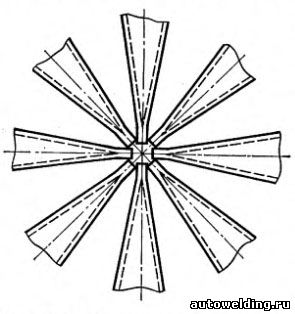
Рис. 14.42. Соединение концов труб в пространственный узел ванной сваркой Изготовление решетчатых конструктивных элементов типа настилов для покрытия площадок и лестничных ступенек, а также сеток и каркасов арматуры железобетона осуществляют главным образом на автоматических установках и линиях. 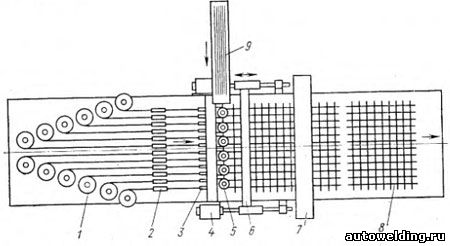
Рис. 14.43. Схема автоматической установки для изготовления арматурных сеток Так, в установке, изображенной на рис. 14.43, из намотанных на барабаны 1 продольных проволок и выправленных и нарезанных поперечных проволок 9 контактной точечной сваркой изготовляется непрерывная сетка, разрезаемая на отрезки 8 заданной длины с помощью гильотинных ножниц 7. Продольные проволоки проходят через пятироликовые правильные устройства 2 и направляющие втулки 3. Поперечные проволоки (стержни) по одной захватываются специальным автоматическим механизмом из бункера-питателя и укладываются сверху на продольные проволоки перпендикулярно им. Штоки пневмоцилиндров 5 опускают верхние сварочные электроды, которые зажимают поперечную проволоку во всех ее пересечениях с продольными проволоками. Подвод сварочного тока односторонний к нижним неподвижным электродам. Поперечная проволока после сварки с продольными проволоками захватывается крюками каретки 6, которая посредством двух пневмоцилиндров 4 перемещает всю сваренную часть сетки на заданный шаг. При этом тяговое усилие цилиндров 4 обеспечивает протаскивание всех продольных проволок через правильные устройства 2 и разматывание катушек 1. 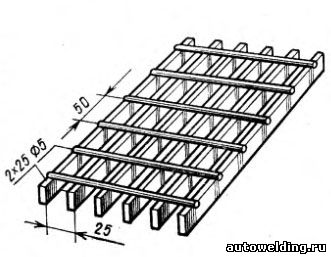
Рис. 14.44. Элемент решетчатого настила Решетчатый настил отличается от сетки тем, что имеет большую жесткость, определяемую набором вертикально расположенных полос, соединенных поперечными стержнями (рис. 14.44). Схема автоматической линии для изготовления настилов показана на рис. 14.45,а. 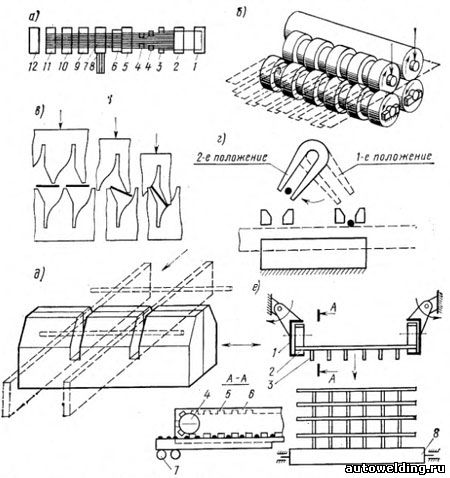
Рис. 14.45. Автоматическая линия изготовления решетчатых настилов: а — схема линии; б — дисковые ножницы; в — поворот полосы; г — укладка поперечных стержней; д — резка решетки; е — механизм штабелера Лента сечением 1250X2 мм из рулона 1 в агрегате 2 распускается дисковыми ножницами (рис. 14.45,б) на полосы шириной 25 мм, которые в периодически действующем устройстве 6 (рис. 14.45,в) поворачиваются на 90° и подаются в машину для контактной сварки 7 по каналам, фиксирующим шаг между ними. Поперечные стержни из питателя 8 подаются под электроды машины попарно (рис. 14.45,г) с шагом 50 мм. Электроды прижимают стержни к торцам полос и осуществляют рельефную сварку при прохождении тока от одного электрода к другому через стержень, полосу, медную подкладку, вторую полосу и второй стержень. После сварки решетка перемещается шаговым механизмом 9. Ножницы 10 (рис. 14.45,5) разрезают готовую решетку на отрезки заданной длины, которые поступают в штабелер 11, а затем на промежуточное складочное место 12. Штабелер (рис. 14.45,е) имеет две направляющие 1 со звездочками 4, перемещающими по рольгангу 7, решетка заходит цепи 6 с траками 5. Перемещаясь в направляющие штабелера, концы поперечных стержней попадают в промежутки 2 между траками цепи и движутся вместе с цепью, пока решетка полностью не выйдет за пределы рольганга 7. Тогда включается поворот направляющих штабелера в направлении, показанном стрелками, и решетка иод собственным весом падает на рольганг 8. После накопления штабеля заданной высоты включается рольганг 8 и собранные в штабель решетки перемешаются на место промежуточного складирования. В процессе работы ширину настила регулируют ограничением числа полос—лишние полосы наматывают на барабаны 3 и 4 (рис. 14.45,а), причем крайние идут в отход, а средние используются позднее для изготовления настилов. Подача ленты из рулона осуществляется периодическим включением агрегата 2, синхронизация этой подачи с работой сварочной машины 7 достигается поддержанием запаса ленты в виде петли в накопителе 5. Объемные арматурные каркасы чаще всего представляют собой ряд продольных стержней, соединенных навитой по спирали проволокой, обычно меньшего диаметра, чем продольные стержни. На рис. 14.46 показана схема автоматической установки для изготовления таких каркасов. 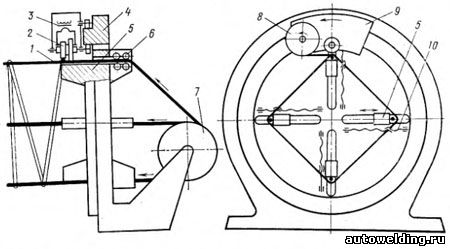
Рис. 14.46. Схема автоматической установки для изготовления объемных арматурных каркасов Проволоки для продольных стержней 1 поступают из катушек 7 с помощью правильно-подающего устройства 6 в направляющие кронштейны 5, расположенные в пазах неподвижной планшайбы 4. Кронштейны 5 могут перемениться вдоль пазов в радиальном направлении с помощью ходового винта 10. Вокруг планшайбы по специальной кольцевой направляющей перемещается машина 9 для контактной сварки, имеющая сварочный трансформатор 3, роликовые электроды 2 и бухту 8 с проволокой для скрепляющей спирали. Один из роликов 2 имеет желоб, корректирующий положение очередного витка спирали, а второй ролик контактирует только с продольным стержнем арматуры. Установка имеет универсальный характер; все три движения — подача продольных стержней, их перемещение в радиальном направлении и навивка спирали — управляются программным устройством, позволяющим изменять размеры и форму каркаса в широких пределах непосредственно в процессе изготовления. В строительстве в настоящее время основными элементами являются сборные железобетонные конструкции, изготовляемые индустриальными методами на заводах. Монолитные железобетонные сооружения строятся значительно реже. Методы, техника и технология сварки арматурных элементов в значительной степени определяются местом производства работ (завод, полигон, монтажная площадка). Контактная сварка наиболее производительна, но ее применение обычно ограничивается заводами и полигонами сборного железобетона. При изготовлении каркасов для монолитных железобетонных сооружений и выполнении монтажных соединений сборного железобетона применяют главным образом электродуговую, ванную и электрошлаковую сварку. Сборные железобетонные элементы обычно имеют закладные детали, расположенные в местах примыкания одного элемента к другому. При монтаже жилых зданий эти закладные детали сваривают ручной дуговой сваркой друг с другом либо непосредственно (рис. 14.47,а—в), либо с помощью дополнительных связующих элементов: пластин, уголков, швеллеров или арматурных прутков (рис. 14.47,г). В промышленности и при строительстве энергетических сооружений стыковку сборных железобетонных элементов нередко осуществляют сваркой арматурных стержней, выступающих из каждого сборного элемента. 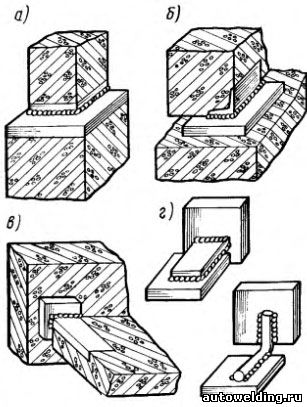
Рис. 14.47. Монтажные соединения сборных железобетонных элементов
| 



