Изготовление штампосварных изделий оболочкового типа
Изделия оболочкового типа при относительно небольших размерах целесообразно выполнять в штампосварном исполнении. Технологичность подобных изделий определяется, во-первых, сочетанием высокопроизводительных методов получения заготовок холодной штамповкой и соединения их контактной сваркой герметичными швами, а во-вторых, возможностью практически полной автоматизации изготовления ряда изделий при крупносерийном и массовом производстве. Рассмотрим характерные примеры автоматических линий, выпускающих изделия такого типа. Автоматическая линия производства топливных баков автомобиля ЗИЛ (рис. 15.60) имеет четыре участка (рис. 15.61,а). 
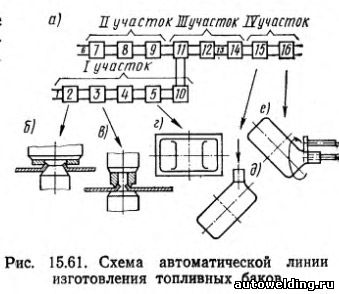
Первые два участка расположены параллельно, на них осуществляется приварка деталей соответственно к верхней и нижней частям бака. Агрегаты связаны шаговым конвейером, совершающим возвратно-поступательное движение, при обратном ходе которого на всех позициях изделия поднимаются подъемными столами. На III и IV участках производятся сварка швов по отбортовке, установка, запрессовка и сварка наливной трубы. На позиции 1 оператор укладывает верхнюю половину бака выпуклостью вверх. К нему рельефно-конденсаторной сваркой на позиции 2 приваривается фланец (рис. 15.61,б), на позиции 3 — бобышка (рис. 15.61,в) и на позиции 4 — еще один фланец. Затем на позиции 5 половина бака кантуется на 180° и в нее на двухпозиционной многоэлектродной машине ввариваются две перегородки (рис. 15.61,г) и перемычка под горловину. На втором участке (позиции 6, 7, 8 и 9) содержание операций и оборудование аналогичны первому. В конце первых двух участков линии осуществляется сборка бака. С позиции 10 верхняя половина бака с кантовкой на 180° переносится на позицию 11, где укладывается на нижнюю половину и многоэлектродная контактная машина производит прихватку. Собранный бак толкателем по направляющим продвигается под роликами шовной машины 12 для сварки продольных швов. После разворота бака на 90° вокруг вертикальной оси на позиции 13 бак толкателем продвигается под роликами шовной машины 14, где свариваются поперечные швы, пересечение которых с продольными обеспечивает герметичность стыка двух половин. Затем бак переносится на позицию 15 и укладывается на стол, наклоняющийся на 45° таким образом, чтобы отверстие горловины оказалось вверху (рис. 15.61,д). В этом положении бак по направляющим сдвигается на позицию, где оператор вставляет наливную трубу в отверстие корпуса, а затем под пресс для ее запрессовки. На завершающей позиции 16 бак поворачивается на 90° (рис. 15.61,е). В наливную трубу вводится ролик шовной машины и при вращении бака относительно оси трубы выполняется герметичный кольцевой шов между стенкой трубы и отбортовкой корпуса. Для подачи фланцев и бобышек под электроды контактной машины в данной линии использованы роботы с тремя степенями свободы. Рука робота с закрепленным на ней схватом берет верхнюю деталь из магазина, переносит ее на корпус бака под электроды и возвращается в исходное положение. Конструкция схвата показана на рис. 15.62. При отсосе воздуха из полости 2 мембрана 3 поднимает шток 5 и поворачивает рычаги 4, зажимающие кромки фланца. При подаче воздуха возвратная пружина 1 перемещает шток в другую сторону и фланец освобождается. В схвате устанавливается микропереключатель, срабатывающий п момент прижима схвата к детали. 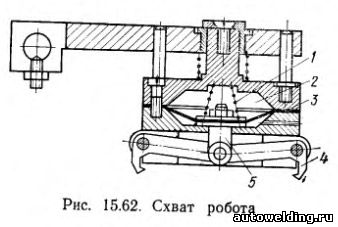
Своеобразие линии изготовления отопительных радиаторов заключается в использовании в качестве заготовок рулонной стали. Отопительный радиатор панельного типа (рис. 15.63,а) получают сваркой двух плоских заготовок, в которых выштампованы каналы для циркуляции воды. Листы соединены по периметру шовной сваркой, а между каналами — точечной. При этом все операции выполняются на непрерывных полосах и только на последней стадии их разрезают на отдельные элементы. Это упрощает передачу заготовок с одного рабочего места на другое и обеспечивает непрерывность процесса, но требует выполнения формовки панелей радиатора, а также сварочных операций на движущейся ленте. 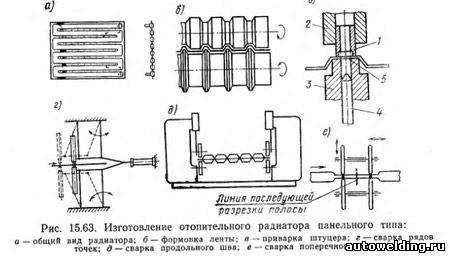
Общая компоновка линии показана на рис. 15.64. 
Из двух рулонов подающие ролики направляют полосы к гильотинный ножницам для обрезки концов с последующей стыковкой их при замене рулонов. Непрерывность полос необходима, так как иначе пришлось бы осуществлять проводку передней кромки каждого нового рулона через все агрегаты линии. Формовка выполняется с помощью парных валков периодического профиля (см. рис. 15.63,б), при этом один из валков выполняет роль матрицы, а другой — пуансона. Два штуцера привариваются к верхней полосе одновременно методом оплавления с помощью летучей контактной установки. Патрубок 1 (см. рис. 15.63,в) автоматически подается из питателя и верхним электродом 2 прижимается к месту сварки. После окончания сварки через отверстие в нижнем электроде 3 пуансон 4 прошивает отверстие 5 и развальцовывает лишний металл по стенкам патрубка. После приварки патрубков полосы совмещаются и устройством валкового типа подаются в неподвижную многоэлектродную машину для сварки точек между каналами. Наличие двух кинематически связанных четырехзвенников (см. рис. 15.63,г) обеспечивает плоскопараллельное перемещение траверс, несущих верхние и нижние электроды. Это перемещение в процессе сварки точек осуществляется вследствие сцепления электродов с движущейся полосой при приложении сварочного давления. Быстрое обратное движение траверс с электродами выполняет пневмоцилиндр. Одновременно работают два блока электродов, выполняя два ряда поперечных точек. В это время два других блока электродов подвергаются автоматической зачистке. Сварка продольных герметичных швов осуществляется неподвижной контактной шовной машиной с двумя парами сварочных роликов (см. рис. 15.63,д). Сварка поперечных швов выполняется контактной шовной машиной с «летучими» каретками, несущими две пары сварочных роликов (см. рис. 15.63,е), выполняющих одновременно два поперечных шва, расположенных на расстоянии 22 мм друг от друга. Между этими швами «летучие» гильотинные ножницы на следующей позиции отделяют радиаторы друг от друга. После обрезки продольных кромок под размер готовые радиаторы проходят гидроиспытание и поступают на окраску и сушку. В рассмотренной автоматической линии непрерывность движения полос исключает использование накопителей и поэтому требует от оборудования особенно высокой надежности. Некоторые установки имеют дублирующие узлы. Так, установка для приварки патрубков имеет две сварочные головки. Когда одна находится в работе, другая может проходить ремонт или наладку. Источник: Николаев Г.А. "Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций"
|




