Особенности устранения напряжений и перемещений при сварке сосудов
Применительно к тонкостенным сосудам могут быть использованы некоторые общие приемы борьбы с деформациями и напряжениями, такие как уменьшение погонной энергии сварки, охлаждение в процессе сварки, рациональное расположение швов, а также прокатка сварных соединений. Прокатка в основном устраняет деформации от продольной усадки. Поэтому в тех случаях, когда основная деформация вызвана поперечной усадкой шва, следует применять другие способы. Это относится главным образом к стыковым круговым соединениям. Значительными возможностями в этом случае обладает прием, основанный на создании предварительных обратных деформаций. Предварительными обратными деформациями можно устранить искажение формы конструкции, если эти искажения не являются деформациями потери устойчивости. Предварительные деформации по величине и по форме должны быть равны сварочным, но иметь обратный знак. Например, если после сварки кругового шва на сфере (рис. 146, а) возникают перемещения Δb, показанные пунктирной линией, то необходимо снять профилограмму перемещений, с тем чтобы на последующих изделиях создать путем штамповки предварительные деформации противоположного знака. Фланец также необходимо сместить на величину —Δb. После сварки оболочка возвратится в положение, показанное сплошной линией. Предварительные деформации должны создаваться на заготовках благодаря остаточным пластическим деформациям. Если деформации созданы при помощи зажимных приспособлений и являются упругими, то указанная закономерность равенства предварительных и сварочных деформаций, как правило, не будет соблюдаться. 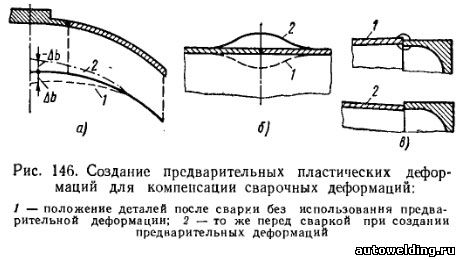
С помощью указанного приема можно устранять деформации и от круговых швов на цилиндрических оболочках, когда деформации имеют сложный характер и не являются осесимметричными. В этом случае, так же как и в предыдущем примере, необходимо подобрать форму штампа, которая бы обеспечила во всех сечениях деформации, противоположные сварочным. Путем создания предварительных деформаций можно устранять перемещения от кольцевых швов на оболочках как в случае корсетного сокращения, так и в случае увеличения периметра. На рис, 146, б показан пример создания предварительных деформаций, обратных сварочным, путем прокатки кромок оболочек роликами. Если при сварке происходит увеличение периметра, то необходимо создать осадку кромок перед сваркой. Серьезным дефектом сварки кольцевых швов является взаимное смещение кромок в процессе сварки с образованием ступеньки. И в этом случае можно путем создания различной предварительной деформации и сборкой кромок со ступенькой устранить остаточные смещения после сварки (рис. 146, в). При создании предварительных деформаций остаточные напряжения полностью не устраняются, а следовательно, не устраняются и деформации потери устойчивости. Для устранения остаточных напряжений и деформаций потери устойчивости можно использовать сочетание предварительной и последующей пластической деформации. Покажем это на примере кругового шва на плоскости (рис. 147, а). Если перед сваркой создать осесимметричную деформацию листа из плоскости, то точка А переместится в точку А1 с некоторым радиальным смещением Δ. После сварки вследствие поперечной усадки часть предварительной деформации израсходуется, но сохранится некоторое предварительное перемещение листа из плоскости (рис. 147, б, положение А2). Для устранения остаточных радиальных напряжений растяжения, а также деформаций потери устойчивости, если они при этом возникли, достаточно осадить фланец вместе с листом из положения А2 в плоскость I—I. Такая операция осадки листа компенсирует остаточную поперечную усадку и устранит растягивающие радиальные напряжения (рис. 147, в и г). (Данные получены В. М. Сагалевичем и А. В. Вертинским.) 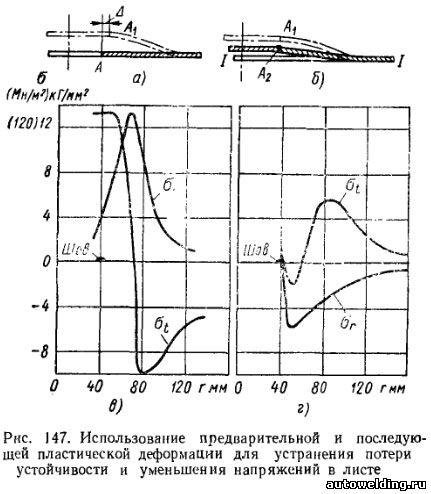
Как было показано выше (см. рис. 146, а), на сферических оболочках путем предварительной деформации можно устранить остаточные сварочные деформации. Если необходимо устранить также и остаточные напряжения, следует создавать увеличенную предварительную деформацию, с тем чтобы последующей осадкой оболочки в проектное положение снять остаточные напряжения растяжения. Вследствие достаточно большой гибкости оболочек представляется возможным применять растяжение кольцевых швов после сварки с помощью экспандеров. Усилие от экспандера передается практически только на участок, непосредственно находящийся под ним, в то время как остальная часть оболочки не участвует в сопротивлении пластическим деформациям. Винокуров В.А. "Сварочные деформации и напряжения"
|




