Свариваемость стали с алюминием и его сплавами
Применение комбинированных сварных узлов из стали и алюминия или его сплавов в конструкциях различного назначения (в судостроении, авиационной и химической промышленности, машиностроении, вагоностроении, кислородном аппаратостроении и пр.) весьма перспективно, так как этим достигается наибольшая эффективность работы конструкции при одновременном значительном снижении веса. Однако промышленного способа непосредственного соединения сваркой стали с алюминием или его сплавами пока нет. Существующие методы сварки обеспечивают прочность такого сварного соединения лишь на уровне прочности чистого алюминия. Это объясняется плохой свариваемостью алюминия со сталью. Ниже приведены химико-физические свойства железа и алюминия: 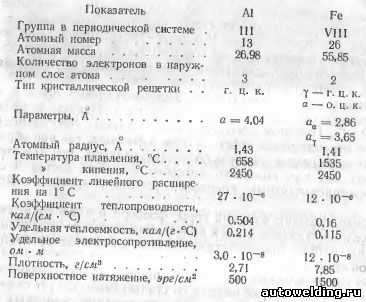
Сопоставление кристаллохимических и физических свойств алюминия и железа свидетельствует о значительной их разнице. Несоответствие типов кристаллических решеток Fe-α и Аl (различие в параметрах ~ 22%) и близость атомных радиусов при резко отличных значениях атомного веса объясняют ограниченную взаимную растворимость этих металлов. Так, растворимость Fe в Аl ничтожна и при температуре 655° С составляет всего лишь 0,052%, а при 400°Сблизка к нулю. Разницей в электрохимических свойствах алюминия и железа можно объяснить способность этих металлов образовывать интерметаллические соединения. Кроме интерметаллида FeAl3, с увеличением в системе железа появляются соединения Fe2Al7, Fe2Al5, FeAl2, FeAl и другие, а на основе FeAl3 — эвтектика Al+FeAl3 с температурой плавления 655° С. По мере введения железа в алюминий непрерывно повышается предел прочности и твердость; пластичность сплавов резко снижается и при 12% Fe падает до нуля. Разница в физических свойствах алюминия и железа также весьма существенна большое различие температур плавления, коэффициентов линейного расширения, теплопроводности и тепло емкости, наличие окисной пленки Аl2O3, создающей включения в сварном шве, ухудшают свариваемость этих металлов. Однако основной проблемой свариваемости алюминия со сталью следует считать образование в зоне сплавления диффузионного слоя из хрупких и твердых интерметаллидных фаз типа FenAlm, снижающих технологическую и эксплуатационную прочность, а также коррозионную стойкость сварного соединения.Исследования фазового состава диффузионных слоев, возникающих в зоне сплавления стали с алюминием, показали, что по мере удаления от стали в глубь алюминиевого шва последовательность расположения фаз такая; Fe-α;FeAl5; Fe2Al5 + FeAl3; FeAl3; Al. При этом интерметаллид Fe2Al5(55% Al) — наиболее твердый (HV 1000—1100) и хрупкий, а у FeAl5 (59% Al) твердость и хрупкость несколько ниже (HV 820—980). В результате многочисленных испытаний на прочность стале-алюминиевых соединений выяснилось, что их прочность тем выше, чем меньше толщина интерметаллидного слоя. Из этих соображений иногда допускают наличие слоя из интерметаллидных фаз, но не глубже 5 мкм, так как в более толстых слоях возникают поры и трещины, резко снижающие его прочность. Пути решения сложной проблемы свариваемости стали с алюминием и его сплавами такие: 1) предварительно покрывать стальную составляющую алюминием, цинком или другими металлами, чтобы разобщить алюминиевую ванну со сталью; 2) легировать алюминиевую ванну различными добавками, замедляющими развитие диффузионных процессов в зоне ее контакта со сталью; 3) использовать для соединения алюминия со сталью вставки из биметалла (рис. 243). 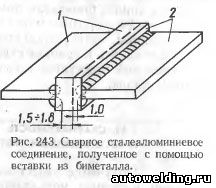
Предварительно покрыть сталь некоторыми металлами можно гальванически или горячим погружением. Но получить сталеалюминиевые сварные соединения нужной прочности так не удается, поскольку и в этом случае успевают сформироваться прослойки из интерметаллидов той или иной толщины. Наиболее удовлетворительные результаты получены при нанесении комбинированных медно-цинкового и особенно никелево-цинкового покрытий. Менее изучено влияние легирующих добавок. Известно, например, что если стальная поверхность оцинкована, то внесение в сварочную ванну Cu, Zn, и особенно Si, позволяет значительно уменьшить ширину иитерметаллидного слоя за счет снижения диффузионной подвижности атомов алюминия в железе. Наличие же Mg отрицательно влияет на свариваемость алюминия со сталью, так как магний резко увеличивает рост выпавших интерметаллидов. Предотвратить образование хрупких интерметаллидных фаз можно лишь используя для соединения алюминия со сталью вставки из прокатанного биметалла (рис. 243). В этом случае свариваются между собой однородные металлы — сталь 1 со сталью и алюминий 2 с алюминием, но так, чтобы степень проплавления металла вставки не приближалась к границе схватывания более, чем это допустимо. Существенный недостаток таких соединений — неконструктивность сварных узлов.
| 

