Сварка конструкций доменных цехов
Конструкции доменного цеха состоят из кожуха доменной печи, воздухонагревателей, пылеуловителей, скрубберов, электрофильтров, галерей подачи материалов, бункерной эстакады, литейного двора и других сооружений. Кожух современной доменной печи (рис. XIX.15) достигает высоты более 50 м при диаметре горна до 20 м и толщине стенок до 60 мм из высокопрочной стали 16Г2АФ-Ш (электрошлакового переплава) и в некоторой части — из низколегированной стали 10Г2С1Д-12 и 09Г2С-12. Листы кожуха обрабатывают на заводе, где затем их вальцуют и соединяют по два листа в габаритные «скорлупы». На монтажной площадке для уменьшения длины горизонтальных швов и наибольшего укрупнения монтажных элементов эти скорлупы собирают на стендах в «карты» (рис. XIX.16) и соединяют швы между скорлупами электрошлаковой сваркой. Затем из карт собирают в проектном положении горно печи и сваривают его вертикальные швы, протяженностью около 12 м каждый. На других, хорошо выверенных, радиальных стендах собирают последовательно вз карт или скорлуп царги кожуха, сваривают их вертикальные швы и устанавливают в проектное положение. Все вертикальные соединения выполняют электрошлаковой сваркой проволокой Св-10НМА под флюсом А-8М с порошковым присадочным металлом (ППМ) автоматом А-820, приспособленным для подачи ППМ. При сборке стыков приварку деталей сборочных приспособлений, скоб, направляющих и выводных планок для электрошлаковой сварки осуществляют с предварительным подогревом мест приварки до 120—160 °С, что необходимо из-за склонности стали 16Г2АФ к закалке и образованию трещин при сварке. Кромки листов, подлежащих сварке, а также примыкающие к ним полоски шириной 20 мм зачищают до чистого металла. При толщине стали 40—60 мм устанавливают зазор 26—28 мм; сваривают током 800—900 А при напряжении 44—46 В электродом диаметром 4 мм; скорость подачи проволоки 36,7*10-3 м/с; скорость сварки от 0,61*10-3 до 0,69*10-3 м/с. 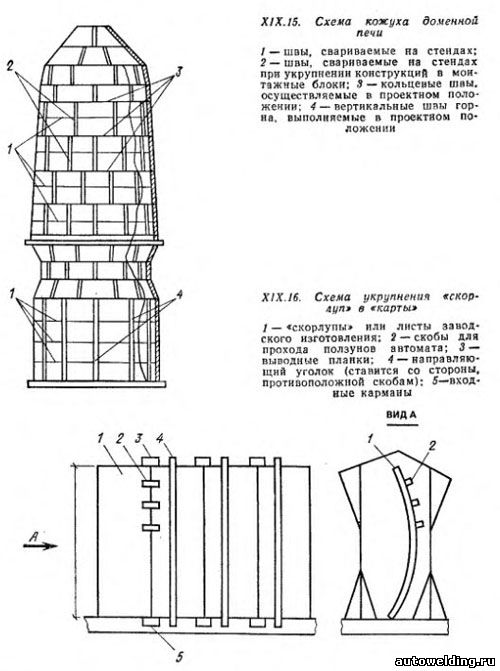
Горизонтальные стыки кожуха обычно соединяют ручной дуговой сваркой. Сварку ведут одновременно с внутренней и внешней стороны кожуха 7—8 пар сварщиков, равномерно расставленных по стыку. Сваривают секциями длиной 600 мм в несколько слоев с каждой стороны обратноступенчатым способом. Перед сваркой первой секции подогревают металл в месте сварки до 120—140°С. Первые три слоя каждой секции сваривают электродами УОНИ 13/45, последующие слои — электродами УОНИ 13/55. Корень шва с внешней стороны зачищают абразивными кругами после сварки первых трех корневых слоев шва изнутри. К сварке следующей секции сварщики приступают только после окончания сварки предыдущей, В случае перерывов в работе предварительный подогрев возобновляют в месте продолжения сварки. Горизонтальные стыки кожуха можно соединять автоматической сваркой порошковой проволокой с полупринудительным формированием шва автоматами типа А-1325 или порошковой проволокой с дополнительной защитой углекислым газом автоматами типа Циркоматик, однако она еще не получила широкого распространения. Кожух воздухонагревателя имеет высоту более 50, диаметр 10—13 м и стенки из низколегированной стали 09Г2С-15 толщиной до 40 мм. Для крупных доменных печей воздухонагреватели строят с выносной камерой горения. На заводе обрабатывают листы из стали 09Г2С и укрупняют по 2—3 листа в скорлупы с применением автоматической сварки под флюсом. Из доставленных на строительную площадку «скорлуп» на стендах собирают монтажные блоки — царги кожуха воздухонагревателя. Вертикальные швы монтажных блоков сваривают с принудительным формированием автоматами типа А-1150У для листов толщиной до 20 мм и автоматами типа А-1381М для листов толщиной более 20 мм. Сварку ведут порошковой проволокой ППВ-2ДСК; можно использовать проволоки марок ППАН-19Н, ППАН-24с или СП-2. Стыки толщиной до 20 мм сваривают за один проход без разделки кромок с зазором 12—14 мм. При толщине 25 мм делают V-образную разделку кромок и сваривают за один проход на формирующих ползунах. При толщине 30 мм выполняют несимметричную Х-образную разделку, а при большей толщине — симметричную и сваривают с двух сторон, сперва изнутри цилиндра, а затем снаружи. Первый шов формируется ползуном и водоохлаждаемой трубкой, устанавливаемой в корне шва с обратной стороны. Купол и днище камеры горения сваривают ручной дуговой сваркой; можно их сваривать и автоматом А-1381М порошковой проволокой с принудительным формированием шва. Горизонтальные стыки между монтажными блоками соединяют ручной дуговой сваркой секциями одновременно с внешней и внутренней стороны цилиндра четыре пары сварщиков электродами УОНИ 13/55. Аналогично сваривают стыки пылеуловителя: вертикальные с принудительным формированием, горизонтальные — ручной дуговой сваркой. Режимы (ориентировочные) сварки с принудительным формированием шва следующие: ток 400—430 А, напряжение 28—32 В, сухой вылет электрода 30—35 мм, сварка постоянным током обратной полярности; их уточняют для каждой толщины стыка. Днище камеры насадки воздухонагревателя (рис. XIX.17) из стали 09Г2С-15 толщиной до 30 мм собирают в проектном положении и швы 1 и 2 сваривают автоматами под слоем флюса на остающейся подкладке. Сварку ведут проволокой Св-08ГА с добавкой ППМ. Для обеспечения наименьших деформаций и напряжений при сварке следует соблюдать указанную последовательность. Участки А и Б выполняют в последнюю очередь ручной дуговой сваркой электродами УОНИ 13/55 диаметром 4 и 5 мм. Сначала сваривают участок А, а затем участок Б. При сварке конструкций доменного цеха соблюдаются повышенные требования к качеству сборки под сварку, чистоте свариваемых кромок, качеству электродов, порошковой проволоки и флюса, которые перед сваркой подвергаются прокалке. 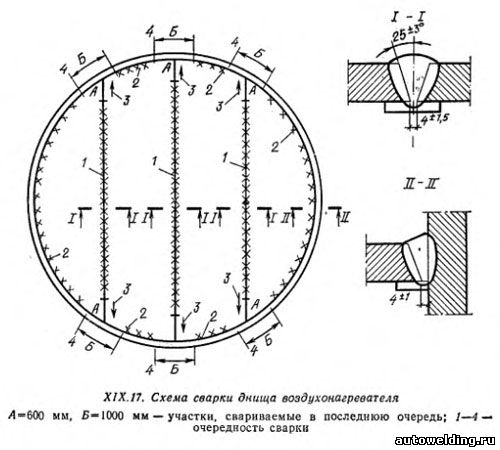
Сварку стыковых швов конструкций с принудительным формированием, обеспечивающую высокую производительность процесса и требуемое качество, применяют при монтаже во всех случаях, когда позволяют конструктивные особенности сооружения. При сооружении телевизионной башни высотой 350 м, ствол которой удерживался тремя опорными подкосами из листовой стали 09Г2С-12 толщиной 25 и 30 мм, конструкции подкосов представляли собой габаритные свальцованные листы длиной 7,8 м, из которых требовалось образовать подкос длиной 90 м и диаметром 1,7 внизу и 10 м наверху. Секции подкосов собирали на выверенных стеллажах из 4—8 элементов заводской поставки в вертикальном положении, стыки закрепляли скобами и сварку вели автоматом А-1150У, приспособленным для сварки двумя порошковыми проволоками ППВ-2ДСК диаметром 2,35 мм. Всего на объекте было выполнено около 2000 м швов с принудительным формированием. Этот способ сварки применяют также при сооружении сферических резервуаров и ряда других конструкций. Малышев Б.Д. Сварка и резка в промышленном строительстве, т.2. -М. 1989
|




