Виды дефектов сварочного производства
Сварочное производство без дефектов практически невозможно, поэтому есть дефекты допустимые, на которые установлены нормы. 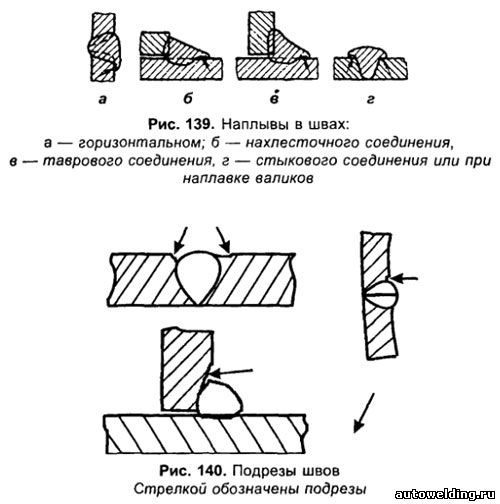
Дефекты сварных соединений подразделяют на наружные и внутренние. Наружные дефекты:Нарушение размеров и формы шва; подрезы; наплывы; кратер — углубление в конце шва; прожоги. Внутренние дефекты:Поры; шлаковые включения; непровары; несплавления; трещины; дефекты структуры. Пористость металла шва иногда частично выступает наружу, в виде углублений различного продольного расположения. Причины образования наружных и внутренних дефектов, способы их исправленияПодрезы, наплывы — от завышенного или заниженного тока, а также недостаточных навыков сварщика. Кратер — из-за небрежности сварщика. Нарушение размеров и формы шва, которые определены ГОСТ на конкретный вид сварки, — из-за невнимательности сварщика, либо неправильных режимов сварки, либо от недостаточной квалификации. Эти нарушения выражаются в несоблюдении ширины шва, усилении шва, изменении размера катета шва (разнокатетность), а также вогнутости углового шва. Подрезы, кратеры исправляют сваркой, наплывы удаляют. Поры (полости, заполненные газом) бывают от загрязненности свариваемых кромок, влажности электродов, флюса, недостаточной защиты шва защитным газом, завышенной длины дуги, увеличенной скорости сварки. На всех сварных конструкциях, в том числе и ответственных, существуют нормы допустимых внутренних, наружных пор, их размеров, расстояний между ними и их количества. Эти нормы-допуски пор отражены в технических условиях на изделие и в конкретных конструкциях. Эти нормы разные. Недопустимую пористость в зоне шва удаляют, затем исправляют дефект сваркой. Шлаковые включения — это небольшие объемы металла шва, заполненные неметалическими веществами (шлаками, окислами). Шлаковые включения образуются от недостаточной величины сварочного тока, из-за неопытности сварщика, неправильного направления электрода, а иногда и от низкого качества электродов, или очень толстой обмазки, когда весь шлак не успевает всплыть. Обычно шлаковые включения удаляют и зону дефекта исправляют сваркой. Непровары, несплавления — это, как правило, местный дефект по причине плохой зачистки, блуждания или отклонения сварочной дуги под влиянием магнитных полей, при легкоплавких электродах — когда неправильные режимы сварки, нестабильная работа источника питания дуги, недостаточный угол скоса кромок, недостаточный зазор в соединении, не полностью удален шлак. Причина непроваров — недостаточная тепловая мощность дуги, слишком длинная дуга, небрежность либо неподготовленность сварщика. Непровары удаляют и повторно заваривают. Трещины — самый опасный и недопустимый дефект. Трещины бывают наружные и внутренние. Они образуются от многих причин, например, от содержания углерода и легирующих элементов в стали, от жесткого закрепления элементов, от высокой скорости охлаждения, от содержания углерода в сварочных материалах, от неблагоприятного конструктивного расположения сварных швов, от повышенных плотностей тока, от сварки при низкой температуре и других причин. Поскольку действует иногда целый комплекс причин и однозначно виновника назвать невозможно, то нужно коллективно устранять причины. Трещины, как наиболее опасные дефекты на любых сварных конструкциях, не допускаются. Исправление участка шва с трещиной выполняется путем засверливания сверлом диаметром 8—10 мм отверстий на глубину трещины, отступив от конца трещины на «здоровый» участок металла по 10 мм. Затем трещину разделывают вручную инструментом или на станке с последующей заваркой. Дефекты структуры сварных соединений — это пережог — грубое нарушение режимов сварки в сторону увеличения нагрева. Этот дефект не исправляется последующей термообработкой, он подлежит удалению. Перегрев — устраняется термообработкой, а также выбором рациональных режимов сварки (в том числе многослойная сварка). Изменение структуры и твердости ЗТВ исправляется термообработкой и правильными режимами. Дефекты структуры обнаруживают на макро- и микрошлифах при проверке структуры, если этого требуют технические условия на изделие. Всегда исправление дефектов производится тем же видом и способом сварки и теми же сварочными материалами.
| 

