Кинематические связи в станках
В металлорежущих станках связь движущихся элементов передач и механизмов бывает довольно сложной, поэтому вопрос о кинематических связях имеет существенное значение. Термином «кинематическая связь» определяется связь движущихся элементов станка между собой. А так как движущиеся элементы станка входят в состав привода того или иного рабочего движения, то кинематическая связь означает структуру привода. При изучении металлорежущих станков прежде всего необходимо уяснить структуру приводов рабочих движений, а стало быть, и их кинематические связи. Кинематические связи в станках условно изображают схемами, которые называются структурными. Каждая кинематическая связь состоит из одной или нескольких механических, электрических, гидравлических и других кинематических цепей, через которые осуществляются требуемые исполнительные движения. Чтобы обеспечить в станке вполне определенное исполнительное движение, например, движение режущего инструмента относительно заготовки, необходима кинематическая связь между исполнительными звеньями станка и кинематическая связь этих звеньев с источником движения. Кинематические связи исполнительных звеньев между собой будем называть внутренними кинематическими связями. Если исполнительное движение является простым (рис. 3, а), например вращательным, то внутренняя кинематическая связь осуществляется одной кинематической вращательной парой между исполнительным звеном (в нашем примере шпиндель 1), участвующим в данном движении, и исполнительным звеном (бабка 2), не участвующим в рассматриваемом относительном движении. Внутренняя кинематическая связь определяет характер исполнительного движения. Скорость исполнительного движения внутренней кинематической связью не определяется. Внешняя кинематическая связь (рис. 3, б) — это связь между подвижным исполнительным звеном (шпинделем 1) и источником движения (электродвигателем 5). Внешняя кинематическая связь осуществляется несколькими звеньями, и при помощи органа настройки iv производится кинематическая настройка на заданную скорость исполнительного движения при неизменной скорости электродвигателя. Органами настройки могут быть сменные зубчатые колеса (механизм гитары), сменные шкивы, коробки скоростей и подач. В структурных кинематических схемах станков промежуточные звенья кинематических связей будем условно изображать штриховой линией, а органы настройки — ромбом, как это сделано на рис. 3, в. 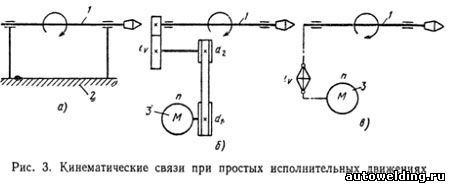
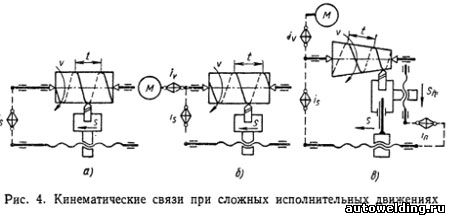
На рис. 4, а показана внутренняя связь, на рис. 4, б — структурная схема токарного станка с резьбонарезной цепью. На этой схеме сложное исполнительное движение по винтовой линии, состоящее из двух простых движений — вращательного (шпинделя) v и прямолинейного (суппорта) s, — осуществляется двумя кинематическими связями, которые настраиваются органом настройки is. На рис. 4, в показана кинематическая связь для создания более сложных исполнительных формообразующих движений, состоящих из трех простых движений. Как видно из рисунка, резьба на конусе нарезается одним сложным формообразующим движением, составленным из одного вращательного (шпинделя) — v и двух прямолинейных движений (суппорта) — s и sп. В данном случае внутренняя кинематическая связь состоит из двух внутренних кинематических цепей. Например, для получения резьбы заданного шага t служит внутренняя кинематическая цепь, связывающая простые движения — вращательное (шпинделя) v и поступательное (суппорта в продольном направлении) s, настраиваемая органом настройки is. Для получения заданной конусности кинематическая цепь связывает продольное и поперечное перемещения суппорта и настраивается органом настройки iп. Внутренняя связь, состоящая из двух внутренних кинематических цепей, соединена с источником движения одной внешней кинематической связью, настраиваемой органом настройки iv. Обе кинематические связи составляют одну кинематическую группу. Количество кинематических групп, из которых слагается кинематическая структура станка, соответствует количеству относительных движений между заготовкой и режущим инструментом, осуществляющих при обработке процессы врезания, формообразования и деления. Для делительного движения в кинематическую группу вводят отсчетное устройство (звено), которое и соединяют кинематической связью с конечным звеном делительной группы. На рис. 5 показана структурная схема группы деления, где в качестве отсчетного устройства применен делительный диск 1 с фиксатором 2. Кинематическая группа врезания структурно ничем не отличается от группы формообразования. Для осуществления рабочих движений металлорежущий станок должен иметь исполнительные звенья (шпиндель, стол, суппорт и т. п.), и кинематические связи их как между собой, так и с источником движения (электродвигателем). В схемах, рассмотренных ранее, исполнительные связи осуществлялись механическими средствами с помощью различных передач. В практике станкостроения используются и другие средства, например, гидравлические, электрические, пневматические и т. д. 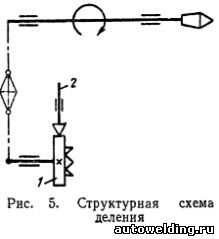
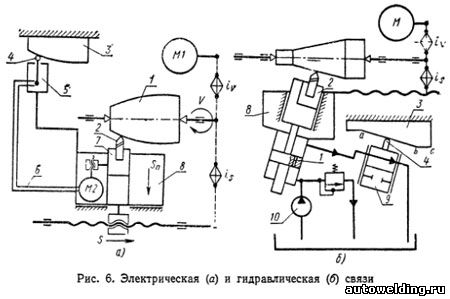
На рис. 6 приведены примеры применения электрических и гидравлических средств связи. На рис. 6, а показана электрическая связь 6, соединяющая электрокопировальную головку 5 с электродвигателем, которому передаются электросигналы для перемещения поперечного суппорта 7, а на рис. 6, б — гидравлическая связь.
|


