Опоры шпинделей
Подшипники скольжения и качения являются основной частью опоры шпинделя и вала. Основным требованием, предъявляемым к опорам, является обеспечение в течение длительного времени при соответствующих числах оборотов и нагрузках вала достаточной точности движения в радиальном и осевом направлениях. Для опор скольжения долговечность принимается в пределах 8000—10000 ч, а для подшипников качения при нормальной работе 5000 ч. В тех случаях, когда к шпинделям предъявляются более высокие требования точности их работы, подшипники качения необходимо менять чаще. Подшипники скольжения в виде втулок применяются для валов неответственных передач, например в механизмах подач и других, и в виде вкладышей, состоящих из двух частей, — для валов, где допускаются незначительные рабочие зазоры. Установка рабочего зазора между вкладышем и валом осуществляется при помощи крышки опоры и прижимных болтов. Основная задача при сборке вкладышей на валу заключается в их регулировке и установке масляного зазора между вкладышами и валом. После пригонки вкладышей по валу производят проверку масляного зазора в подшипниках (рис. 12). Для этой цели между шейкой вала 1 и вкладышем 2 в места разъема кладут тонкие свинцовые пластинки 3 и 4 и сильно зажимают верхнюю крышку болтами. После отжатая болтов пластинки измеряют микрометром, разница между толщиной верхней пластины и полусуммой толщин баковых соответствует зазору между вкладышем и валом. Еслизазор не соответствует табличным показателям для данных марок масел, его пригоняют шабрением, механической обработкой соединительных мест вкладышей или установкой мерных прокладок в местах соединения вкладышей. 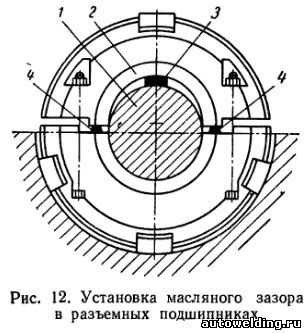
Основные конструктивные схемы регулируемых подшипников скольжения показаны на рис. 13. На рис. 13, а показан подшипник для цилиндрической шейки шпинделя 1. Подшипник состоит из внутреннего разрезного бронзового вкладыша 2 и наружного цельного стального вкладыша 3. На стальном вкладыше нарезана резьба и при помощи гаек 4 и 5 осуществляется компенсация износа вкладыша 2. 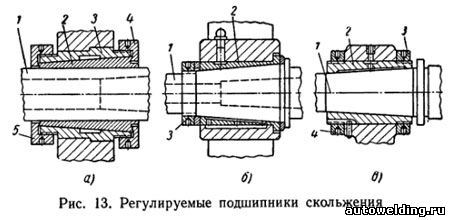
На рис. 13, б показана конусная шейка шпинделя 1 и неразрезной бронзовый вкладыш с внутренней конусной поверхностью 2. Вкладыш неподвижен, а компенсация износа осуществляется перемещением шпинделя при помощи гайки 3. На рис. 13, в показана конструкция подшипника, где неизменное положение занимает шпиндель а при помощи гаек 3 и 4 бронзовый вкладыш 2 смещается и тем самым компенсируется износ. Для изготовления подшипников скольжения применяются бронзы марок Бр.ОФ 10-0,5; Бр.ОЦС6-6-3; Бр.ОЦС4-4-17. Из бронзы марки Бр. ОФ 10-0,5 изготовляют подшипники скольжения, которые работают в наиболее ответственных узлах, как, например, подшипники скольжения шпинделей, ходовых винтов, валов делительных колес и других при удельном давлении около P = 100 кГ/см2 и окружных скоростях v = 8 м/сек. Бронзу марки Бр.ОЦС 6-6-3 применяют для сопрягаемых пар, когда шейки вала должны быть закаленными при Pv ≤ 40 кГ/см2 x м/сек и v = 3 ÷ 6 м/сек, а бронзы марок Бр.ОЦС4-4-17 и ОЦС 5-7-12 для вкладышей подшипников — при Pv ≤ 50 кГ/см2*м/сек и v ≤ 6 м/сек.Подшипники качения нашли широкое применение в станках. Качество подшипников характеризуется величиной биения его колец в осевом и радиальном направлениях, а также грузоподъемностью и долговечностью. Нормы точности подшипников качения установлены ГОСТом. Все подшипники качения в зависимости от их точности изготовления разделены на классы. К основным классам относятся: нормальный (Н), повышенный (П), высокий (В), прецизионный (А), сверхпрецизионный (С). Кроме того, существуют промежуточные классы подшипников: особо повышенный (ВП), особо высокий (АВ) и особо прецизионный (СА). На рис. 14 показаны схемы подшипников качения. Все виды подшипников нашли широкое применение в станкостроении. Следует указать, что в быстроходных и точных узлах, как, например, узел шпинделя шлифовального станка, применяют подшипники высокой точности, которые отличаются от обычных подшипников конструктивным оформлением и точностью исполнения. 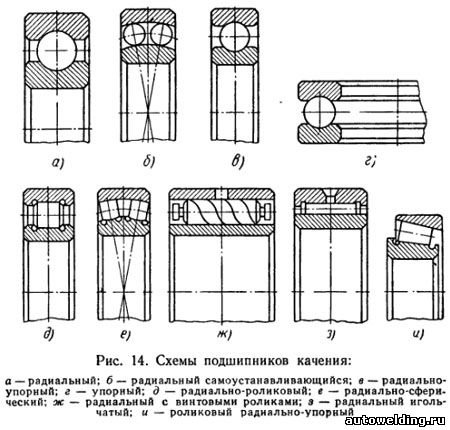
|


