Средства управления станками
От удобного расположения рукояток и механизмов управления на основных узлах станка в процессе его эксплуатации зависят затраты вспомогательного времени. Детали и узлы станка могут управляться при воздействии на них механических, гидравлических, электрических и пневматических устройств. Чаще всего применяются средства механического управления. Вся система управления станком делится на ряд цепей. Эти цепи могут быть независимы друг от друга или некоторые из них связаны блокировочными устройствами. К системе управления станком предъявляются следующие требования: а) безопасность управления системой в процессе работы; б) удобство и легкость управления ручными органами системы; в) быстрота управления; г) согласованность движения руки рабочего с направлением движения управляемой части станка; д) точность работы системы управления. Существующие многорычажные системы управления станками недостаточно удобны в процессе эксплуатации. Наибольшее распространение поэтому получила система однорычажного управления механизмом в станках средних и малых размеров. На рис. 27 показана система однорычажного управления. Рукоятку 3 можно перемещать как в горизонтальной плоскости вместе с валиком 4, так и в вертикальной, вокруг пальца 1. При перемещении рукоятки в горизонтальной плоскости зубчатое колесо 10, сидящее неподвижно на валике 4, передвигает ползун с рейкой 11, вилка которого перемещает блок 12 вдоль валика 9 вправо или влево. Если переместить рукоятку 3 в вертикальной плоскости, валик 4 направляется вверх или вниз, круглая рейка 8 поворачивает зубчатое колесо 7 с валиком 6, на котором оно посажено неподвижно. Вилка 14, закрепленная на валике 6, перемещает блок 13 вдоль валика 5. Шесть вырезов в планке 2 соответствуют шести ступеням скоростей, которые получаются при переключении двух зубчатых блоков. Если рукоятка 3 находится вне вырезов, оба зубчатых блока займут нейтральное положение. Для переключения зубчатых колес широко используется селективный механизм. Селективный способ переключения зубчатых колес требует меньше времени, кроме того, уменьшается износ зубьев с торца зубчатых колес. Эти преимущества тем значительнее, чем большее число переключений, т. е. число ступеней скорости шпинделя или скорости подач. 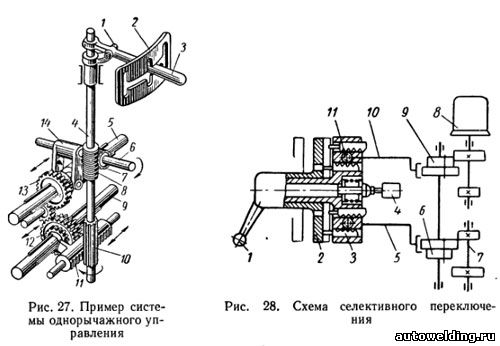
На рис. 28 показана схема однорукояточного селективного механизма переключения скоростей, использованная в горизонтально-расточном станке мод. 262Г. Принцип работы механизма сводится к следующему. Для включения одной из четырех возможных скоростей ведомого вала 7 необходимо рукояткой 1 оттянуть селекторный диск 2 на себя, отодвинув его таким образом от реечных толкателей 3, попарно сцепленных с зубчатыми колесами 11; затем повернуть диск в соответствующее положение, руководствуясь указателем по шкале, после чего продвинуть его вперед до отказа. Селекторный диск передвинет вперед соответствующую пару реечных толкателей и вилки рычагов 5 и 10 переведут в требуемое положение блоки зубчатых колес 6 и 9. Электрический элемент 4 служит для автоматического толчкового включения электродвигателя 8 при контакте сопряжения колес в зоне невыключения.
|


