Шероховатость поверхности и точность обработки
На поверхностях деталей после их механической обработки всегда остаются неровности. Совокупность неровностей, образующихся при обработке, называют шероховатостью поверхности. Величина шероховатости оказывает непосредственное влияние на качество неподвижных и подвижных соединений. Детали с большой шероховатостью поверхности в неподвижных соединениях не обеспечивают требуемой точности и надежности сборки, а в подвижных соединениях — быстро изнашиваются и не обеспечивают первоначальных зазоров. На поверхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок (рис. 2.11). Неровности, расположенные в направлении движения подачи Ds, образуют поперечную шероховатость, а неровности, расположенные в направлении главного движения резания Dr, — продольную шероховатость. Высота Н и характер неровностей зависят от обрабатываемого материала, режима резания, геометрии режущих кромок инструмента и других факторов (рис. 2.12). 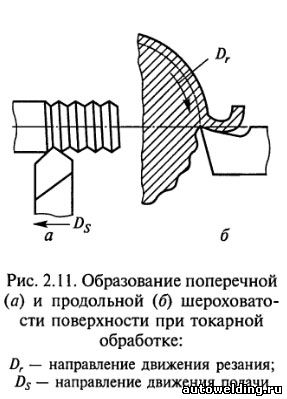
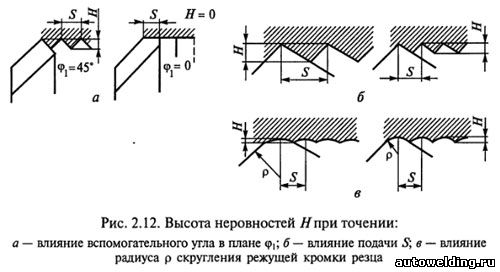
Значение Н увеличивается с увеличением подачи и уменьшается с увеличением радиуса скругления режущей кромки резца. При увеличении скорости резания высота H неровностей уменьшается. Увеличение вспомогательного угла в плане φ1 уменьшение заднего угла, затупление режущей кромки приводят к увеличению шероховатости поверхности. В производственных условиях шероховатость обработанной поверхности детали оценивают методом сравнения с образцом. В качестве образца используют обработанную деталь, шероховатость которой аттестована. Отклонения размеров и других параметров готовой детали от указанных в чертеже определяют погрешность обработки, значение которой должно находиться в пределах допуска. Погрешности подразделяют на систематические и случайные. К систематическим относятся погрешности, которые при обработке партии деталей повторяются на каждой детали. Эти погрешности больше случайных и определяют точность обрабатываемой детали. Основными причинами систематических погрешностей обработки являются: - неточность станка (например, непрямолинейность направляющих станины и суппортов, непараллельность или неперпендикулярность направляющих оси шпинделя, неточность изготовления шпинделя и его опор и т.д.);
- деформация сборочных единиц (узлов) и деталей станка под действием сил резания и нагрева в процессе работы;
- неточность изготовления режущих инструментов, приспособлений и их износ;
- деформация инструментов и приспособлений под действием сил резания и нагрева в процессе обработки;
- погрешности установки и базирования заготовки на станке;
- деформация обрабатываемой заготовки под действием сил резания и зажима, а также вследствие нагрева в процессе обработки;
- погрешности, возникающие при установке инструментов и их настройке на размер;
- погрешности в процессе измерения, вызываемые неточностью измерительных инструментов и приборов, их износом и деформациями, а также ошибкой рабочего при оценке показаний измерительных устройств.
Причины, вызывающие систематические погрешности, можно установить и устранить. К случайным относятся погрешности, возникающие вследствие случайных упругих деформаций заготовки, станка, приспособления и режущего инструмента (например, из-за неоднородности обрабатываемого материала).
|


