Технология обработки заготовок на плоскошлифовальных станках
Плоское шлифование является методом обработки закаленных и незакаленных деталей машин; иногда плоское шлифование применяют вместо чистового строгания и чистового фрезерования, а также такой трудоемкой операции, как шабрение. Оно отличается высокой производительностью, так как позволяет обрабатывать заготовки с большими габаритными размерами и имеет малые затраты времени на установку и закрепление заготовок благодаря тому, что применяют магнитные столы. Плоские поверхности можно шлифовать периферией и торцом шлифовального круга. На рис. 7.7 приведены схемы обработки плоских поверхностей деталей на плоскошлифовальных станках. 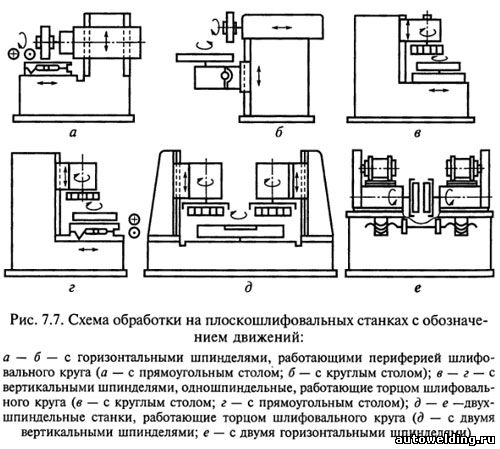
Периферией круга обрабатывают, например, заготовки с жесткими допусками на отклонения от плоскостности (контрольные плиты, угольники, линейки, стыки ответственных деталей и др.); детали с буртиками и пазами; тонкие детали, подверженные короблению; детали, имеющие недостаточно жесткую опорную поверхность, что приводит к неустойчивому положению их на станке, а также детали, на торце которых следует сделать поднутрение или создать выпуклости, и др. Основными технологическими факторами, определяющими режим шлифования, являются заданные точность и шероховатость поверхности, мощность двигателя главного привода и стойкость шлифовального круга. Режимы резания задает технолог или мастер или выбирают по справочникам. Показателями режима резания при плоском шлифовании периферией круга являются: скорость круга; скорость подачи заготовки; поперечная (параллельная оси шпинделя) подача и глубина шлифования. Скорость шлифовального круга выбирают в зависимости от вида шлифования (обычное или скоростное) и возможностей станка. Скорость подачи заготовок совпадает с продольным перемещением стола, на котором их закрепляют. Увеличение скорости подачи заготовки приводит к увеличению производительности обработки, поэтому выбирают высокие скорости подачи заготовки, особенно при предварительных операциях и снятии больших припусков. Повышение скорости подачи заготовки приводит к уменьшению нагрева и деформации обрабатываемого изделия. На чистовых операциях снижают скорость подачи заготовки. При увеличении поперечной подачи повышается производительность, но увеличивается шероховатость обрабатываемой поверхности и износ круга, поэтому на чистовых операциях применяют меньшую поперечную подачу. Глубина резания определяет в основном производительность обработки, однако она зависит от зернистости круга, требуемой шероховатости обрабатываемой поверхности, мощности двигателя привода шлифовальной бабки и ряда других факторов. При обработке крупнозернистыми кругами применяют большую глубину резания. При шлифовании мелкозернистыми кругами с большой глубиной наблюдается значительный износ мягких кругов или быстрое засаливание твердых кругов. При выполнении черновых операций используют большие значения скорости и глубины резания, а на чистовых операциях их снижают. Для повышения точности обработки и снижения шероховатости поверхности в конце цикла следует применять выхаживание. Устройства для установки и закрепления шлифовальных кругов. Шлифовальные круги 3 (рис. 7.8, а) диаметром 30... 100 мм свободно надевают на шпиндель 1 станка и закрепляют при помощи фланцев 2 и гаек 5. Фланцы обязательно должны иметь выточки и упругие прокладки 4 из кожи или резины для обеспечения равномерности зажима круга. 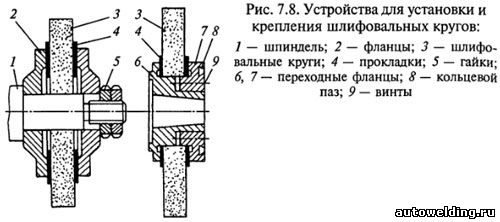
Шлифовальные круги 3 диаметром свыше 100 мм закрепляют на переходных фланцах 6 и 7 (рис. 7.8, б) при свободной посадке круга на шейку фланцев. Между торцами фланцев и круга устанавливают картонные прокладки 4. Оба фланца соединяют винтами 9. В кольцевом пазу 8 фланца 7 размещают балансировочные грузики. Устройства для установки и закрепления заготовок на плоскошлифовальных станках. Электромагнитная плита (рис. 7.9) состоит из стального литого или сварного корпуса 1, в котором закреплены сердечники 5 с немагнитными прослойками 2 между ними. На нижнюю часть сердечников надеты катушки 4 из медного эмалированного провода, к которым подается постоянный ток. Снизу к корпусу привинчена крышка 6. Включение плиты в работу производят рукояткой 3. Свободное пространство в корпусе заливают эпоксидной смолой для герметизации (предохранения от попадания СОЖ). Плиту закрепляют в Т-образных пазах стола и шлифуют рабочую поверхность стола для обеспечения параллельности плоскости зеркала плиты по отношению к направлению поперечной подачи. 
Размагничивание электромагнитных плит. После шлифования заготовку необходимо снять с плиты и устранить ее остаточную намагниченность. Этого достигают размагничиванием. От качества и эффективности систем размагничивания зависят производительность станков и точность шлифования на них. Основной задачей системы размагничивания является обеспечение возможности легкого съема обработанной заготовки с плиты. Доля времени размагничивания плиты в общем времени вспомогательно-подготовительных и заключительных работ составляет 8...20%, следовательно, снижение длительности размагничивания существенно повышает производительность станка. Магнитные плиты в отличие от электромагнитных не нуждаются в питании от источников энергии. Полюсами в них являются постоянные магниты из никель-алюминиевого сплава, намагниченные на специальных электрических установках. Магнитные плиты, как правило, притягивают заготовки слабее, чем электромагнитные. На рис. 7.10 показан общий вид магнитной плиты. Верхняя часть сделана из железных пластин 1 и 2 с немагнитными прослойками 3 между ними. Сильные постоянные магниты 5 можно перемещать, попеременно замыкая их на железные пластины и на закрепляемую заготовку. Переключение магнитов производят рукояткой 4. Нижнюю часть плиты закрепляют на столе станка разными прихватами и болтами. 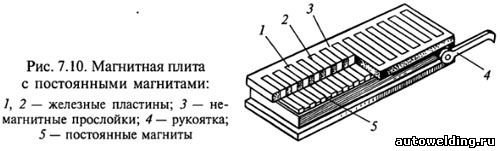
В шлифовальные станки, работающие по полуавтоматическому циклу, встраивают специальные автоматические устройства (демагнизаторы) для размагничивания шлифуемых стальных заготовок. Кроме магнитных и электромагнитных плит для закрепления шлифуемых заготовок находят применение лекальные тиски, универсальные прижимы, установочные планки, плиты и т.п. Лекальные тиски (рис. 7.11) отличаются от обычных машинных тисков точностью изготовления и возможностью кантования. Боковые поверхности лекальных тисков изготовляют параллельно одна другой и перпендикулярно основанию. Для закрепления тисков предусматривают резьбовые отверстия, но в основном их крепят на магнитной плите. Тиски изготовляют из стали, закаливают и шлифуют со всех сторон. 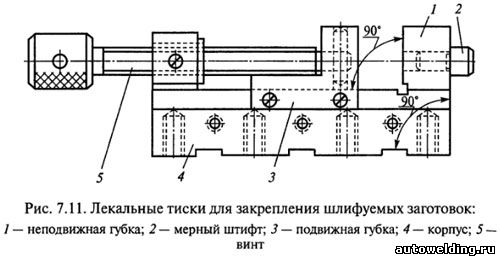
Для установки заготовки на магнитной плите применяют установочные планки и плитки, которые повышают надежность крепления заготовки к плите. Правка шлифовального круга. В массовом и крупносерийном производствах правящие устройства располагают на шлифовальной бабке. В мелкосерийном и единичном производствах заданный профиль на шлифовальном круге можно получить с помощью съемного приспособления, устанавливаемого на столе станка (рис. 7.12). Правящий алмаз 2 закрепляют в подвижной державке 4. В нижней части державки имеется рабочий наконечник, который под действием пружины 5 поджат к копиру 6. Поворотом маховика 1 державка перемещается вдоль копира и передает его профиль шлифовальному кругу 3. Таким же устройством можно осуществить правку круга прямого профиля по гладкому копиру. 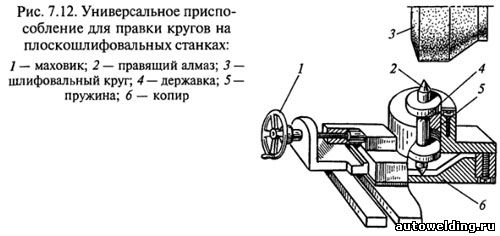
Контроль и средства контроля деталей в процессе шлифования. Установка на плоскошлифовальных станках прибора активного контроля позволяет повысить точность обработки деталей и безопасность обслуживания станка. В процессе шлифования применяют два способа контроля. При первом способе, схема которого представлена на рис. 7.13, а, регистрируется высота шлифуемой детали в данный момент времени с помощью электронного или пневматического щупа 7, при этом результаты измерения передаются в регистрирующее устройство. При достижении заданного размера автоматически отключается движение подачи. Однако при таком способе измерения не учитывается износ круга и требуется периодическая подналадка устройства правки. Для получения точности измерения применяют щуп 1, дополнительно измеряющий расстояние до плоскости, на которой базируется деталь. При этом движение подачи на глубину отключается при достижении заранее установленной разности показаний обоих щупов, соответствующей абсолютной высоте детали. 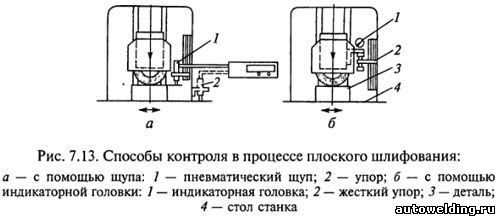
При втором способе измерения (рис. 7.13, б) применяется индикаторная головка 1, соприкасающаяся с жестким упором 2, закрепленным на станке. Пробную деталь 3 шлифуют до требуемой высоты, после чего индикаторную головку устанавливают на ноль. Все остальные детали устанавливают на стол станка 4 и шлифуют до тех пор, пока стрелка индикатора не дойдет до нулевого положения, а затем выключают движение подачи на глубину шлифовального круга. При этом также не учитывается износ круга и требуется периодическая подналадка индикатора. Первый способ измерения более точный, однако из-за того, что щуп работает непосредственно в зоне шлифования, существует опасность его загрязнения и большого износа. В этом случае целесообразно применять пневматические средства измерения. При шлифовании крупных деталей и особенно при работе шлифовщика с низкой квалификацией наличие автоматического контроля резко сокращает брак. Второй способ является более простым и дешевым. Его целесообразно применять в тех случаях, когда не предъявляют высоких требований к точности обработки. Для повышения точности обработки на некоторых плоскошлифовальных станках применяют подналадчики, которые при увеличении высоты детали сверх определенного заданного предела дают команду на перемещение круга, что обеспечивает компенсацию его износа.
| 

