Особенности наладки сверлильных станков
Наладка зажимных приспособленийУстановка заготовок небольших размеров и массы на вертикально-сверлильных станках осуществляется непосредственно на столе станка с помощью прихватов, ступенчатых и регулируемых упоров, болтов или в приспособлениях-кондукторах. Крупные заготовки на радиально-сверлильных станках устанавливают на основании станка, а средние — на съемную подставку. Установка цилиндрических заготовок осуществляется в призмах с прижимом к ним струбцинами или прихватами. Обработка отверстий, расположенных по окружности или наклонно, производится с помощью поворотных столов или стоек, на которых закрепляются каким-либо способом заготовки. Выверка правильности установки заготовки (без приспособления) осуществляется универсальным инструментом (штангенциркулем, угольником, рейсмусом, индикатором и т.п.) в зависимости от заданной точности обработки. Универсальные приспособления для установки и зажима заготовок: машинные тиски с винтовым или эксцентриковым зажимом, применяемые в единичном производстве, и с пневмо- или гидроприводом, используемые в серийном производстве, а также универсально-сборные приспособления (УСП), состоящие из набора различных установочных, зажимных и других деталей, из которых собирают приспособление в зависимости от назначения, формы и размеров обрабатываемой заготовки. На рис. 9.14, а показаны машинные тиски с пневматическим цилиндром 12, посредством которого через шток 10 поршня 9 и рычаг 11 происходит перемещение подвижной губки 1 и прижим заготовки 2 к неподвижной губке 5. Подачу воздуха в цилиндр осуществляют поворотом рукоятки крана (распределителя). Для обработки конкретной заготовки в условиях крупносерийного и массового производства изготовляют специальное приспособление (рис. 9.14, б) в виде кондуктора, в котором заготовку 6 устанавливают в неподвижной 5 и подвижной 7 призмах и зажимают винтом 8, Сверление отверстия выполняют через кондукторную втулку 4. 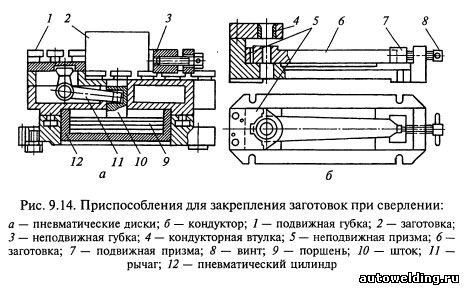
Крепление заготовки на станке должно быть надежным во избежание травмы рабочего и поломки инструмента вследствие проворачивания детали. Наладка режущего инструментаИнструмент больших размеров с коническим хвостовиком l (рис. 9.15, а) непосредственно устанавливают в коническое отверстие шпинделя 2 Инструмент с малым коническим хвостовиком 5 (рис. 9.15, б) устанавливают в шпиндель 2 с помощью одной или нескольких переходных втулок 4. Инструмент из шпинделя удаляют посредством клина 3 или встроенным механизмом. Инструмент с цилиндрическим хвостовиком закрепляют в самоцентрирующем кулачковом или цанговом патроне (рис. 9.15, в). При последовательной обработке отверстия несколькими инструментами (сверло, зенкер, развертка) используют быстросменные патроны (рис. 9.15, г). При нарезании резьбы в глухих отверстиях применяют предохранительные патроны, а также реверсивные патроны для вывинчивания метчиков из резьбового отверстия обратным вращением (рис. 9.15, д). В цанговом патроне (см. рис. 9.15, в) инструмент с цилиндрическим хвостовиком 9 зажимается с помощью разрезной цанги 8 при навинчивании гайки 7 на корпус 6. В быстросменном патроне (рис. 9.15, г) сменная втулка 14 с установленным инструментом 15 удерживается от выпадения и проворачивания шариками 13, находящимися в отверстиях втулки 14 и корпуса 10 патрона. При подъеме кольца 12 шарики расходятся и втулка 14 освобождается. Для закрепления втулки с другим инструментом следует втулку установить в корпус и опустить кольцо. Перемещение кольца 12 ограничивается винтом 11. В предохранительном патроне (рис. 9.15, д) метчик 16 закрепляется через сменную втулку 23 в ведомой полумуфте 18, так же как в быстросменном патроне. Полумуфта 18 свободно посажена на оправке 21 и получает вращение от ведущей полумуфты 19, находящейся под воздействием пружины 20, сила которой регулируется гайкой 22. В случае перегрузки или в конце нарезания при соприкосновении гайки 17 с обрабатываемой заготовкой полумуфта 19 выходит из зацепления с зубцами полумуфты 18 и вращение метчика прекращается. 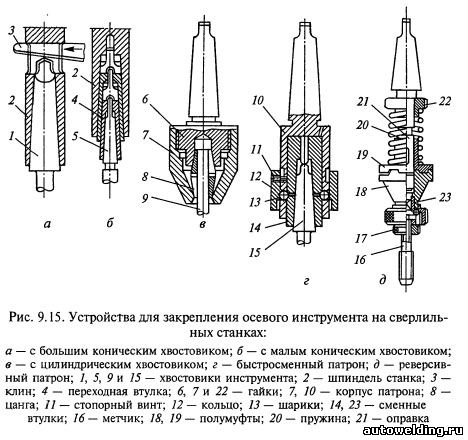
Настройка режимов резанияПосле установки на станок устройств для зажима заготовки и инструмента, закрепления в них заготовки и инструмента следует установить требуемую частоту вращения шпинделя и подачу, настроить механизм автоматического отключения подачи и запустить станок на обработку пробной заготовки, а затем остальных заготовок партии. Для наладки станка в соответствии с выбранными по справочнику или указанными технологом (мастером) режимами резания воспользуемся описанием устройства и кинематики вертикально- и радиально-сверлильных станков.
| 

