Особенности наладки токарных станков
Прежде чем приступить к наладке токарного станка, необходимо осуществить его подготовку к работе в соответствии с инструкцией. Перед началом работы токарь должен убедиться в том, что станок выполняет все команды и перемещения салазок суппорта (вручную и автоматически) осуществляются плавно, без скачков, рывков и заеданий. Вначале нужно проверить надежность крепления патрона на шпинделе станка, затем на холостом ходу проверить выполнение станком команд по пуску и остановке электродвигателя, включению и выключению вращения шпинделя, включению и выключению механических подач суппорта. Убедившись в исправности станка, приступают к его наладке. Наладку рассмотрим на примере наиболее универсального станка токарной группы — токарно-винторезного с ручным управлением. Настройка режимов резания состоит в кинематической подготовке станка к обработке заготовки в соответствии с выбранным или заданным режимом резания. Для этого настраивают кинематические цепи станка, устанавливая в должные положения органы управления скоростями главного движения и подачи. Нередко предварительно рассчитывают необходимые передаточные отношения настраиваемых цепей, затем устанавливают эти отношения с помощью рукояток коробки скоростей и коробки подач, переключением частоты вращения регулируемого электродвигателя, установкой соответствующих зубчатых колес, сменных кулачков, копиров и т.д. Настройка скоростной цепи современных токарно-винторезных станков не требует каких-либо расчетов и состоит в переключении рукояток коробки скоростей в положения, соответствующие заданной частоте вращения шпинделя. Для сокращения времени переключения на станках имеются таблицы, указывающие, какое положение рукояток соответствует определенному значению частоты вращения. При бесступенчатом регулировании частота вращения шпинделя указывается стрелочным прибором. Движение подачи при токарной обработке сообщается ходовым валиком каретке суппорта или его поперечным салазкам. Требуемую подачу на один оборот шпинделя устанавливают переключением рукояток без каких-либо расчетов. Значения возможных подач для облегчения процесса переключения предварительно вычислены и оформлены в виде таблиц, приведенных в паспорте станка. При нарезании резьб используют оба органа настройки — коробку подач и гитару сменных колес, которую перестраивают только при изменении вида нарезаемых резьб. Необходимые для этого сменные колеса поставляются со станком. Переключение блоков зубчатых колес в коробке подач и смена шестерен гитары обеспечивают настройку станка на нарезание большинства стандартных резьб. Перечень стандартных резьб приведен в паспортах соответствующих моделей токарных станков. Винторезная цепь токарно-винторезного станка схематически изображена на рис. 9.1. В отдельных моделях станков в цепи подач могут быть также передачи с постоянным общим передаточным числом (на рис. не показаны). 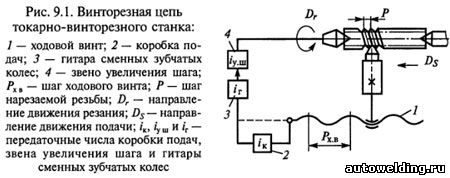
Органы настройки винторезной цепи рассчитывают и настраивают таким образом, чтобы продольное перемещение суппорта на один оборот шпинделя в точности соответствовало шагу (При нарезании многозаходных резьб цепь настраивается на ход резьбы, который равен произведению шага резьбы на число ее заходов) Р нарезаемой резьбы. Общее передаточное число указанной винторезной цепи i'=i'ri'ki'у.ш, где i'r,i'k и i'у.ш — передаточные числа соответственно гитары сменных зубчатых колес, коробки подач и звена увеличения шага. В конкретном примере уравнение кинематического баланса винторезной цепи запишется так: 1 об. шп. х i'Pх.в = Р. Для настройки станка используют следующую зависимость: i' = Р/Рх.в Шаг нарезаемой резьбы Р и шаг ходового винта со значением Рх.в должны быть указаны в одинаковых единицах измерения. Установку и закрепление режущего инструмента на станках производят с помощью разнообразных устройств (державок, оправок, резцовых блоков), которые относятся к вспомогательному инструменту и в большинстве случаев являются нормализованными. Следующим элементом наладки является выбор и установка резца в резцедержателе по высоте оси центров станка (рис. 9.2). Для этого резцедержатель подводят к центру задней бабки, вершину головки резца устанавливают так, чтобы вылет резца не превышал 1...1,5 высоты его державки, определяют взаимное положение вершины головки резца и центра станка и совмещают их по высоте введением подкладок под державку резца. Подкладки должны иметь параллельные и хорошо обработанные поверхности, не должны по длине и ширине выходить за пределы опорной поверхности резцедержателя. Число подкладок должно быть не более двух. 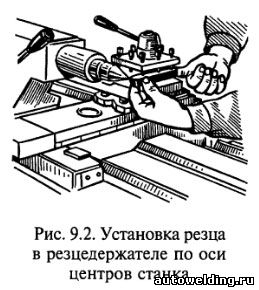
Зажимные приспособления. В зависимости от того, как должна устанавливаться и закрепляться заготовка на станке — в центрах, в патроне и т. д., — выбирают приспособления. Например, при установке на шпиндель станка трехкулачкового самоцентрирующего патрона сначала протирают обтирочным материалом, слегка смоченным в керосине, резьбу или конический конец и коническое отверстие шпинделя. Затем прочищают внутреннюю резьбу или коническое отверстие переходного фланца патрона. В коническое отверстие шпинделя резким движением вставляют направляющую оправку (рис. 9.3, а); берут патрон двумя руками (рис. 9.3, б) и осторожно надевают его на направляющую оправку. Далее, перемещая патрон влево и вращая его, совмещают первые нитки резьбы шпинделя и патрона. 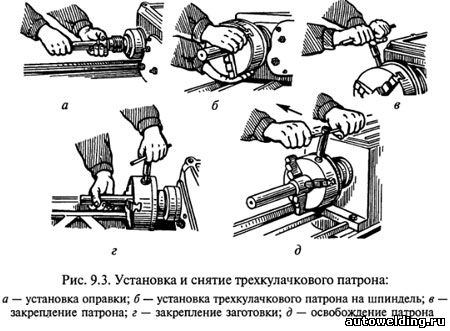
Затем, поддерживая патрон левой рукой снизу и одновременно вращая его правой рукой, доворачивают патрон до отказа. Ключом, вставленным в одно из квадратных отверстий патрона, слегка отводят его на себя и резко (с усилием) поворачивают от себя до отказа (рис. 9.3, в). Во избежание самоотвинчивания патрона зубья стопорных сухарей вставляют в пазы шпинделя и прочно крепят их винтами; удаляют направляющую оправку, выталкивая ее (легким ударом) латунным прутком через отверстие в шпинделе. Для установки заготовки в трех-кулачковый самоцентрирующий патрон левой рукой разводят кулачки патрона ключом (рис. 9.3, г) настолько, чтобы между кулачками прошла заготовка; правой рукой вводят заготовку между кулачками и сначала зажимают левой рукой, а затем, вращая ключ двумя руками, окончательно закрепляют заготовку в патроне. Если обработку производят в центрах, то для снятия патрона (рис. 9.3, д) вначале разводят кулачки патрона и в отверстии шпинделя закрепляют оправку; затем снимают стопорные сухари и, вставив ключ в гнездо патрона, резко поворачивают патрон на себя, а потом, поддерживая патрон левой рукой и перехватывая правой, осторожно свинчивают патрон на оправку и снимают со станка. 
После удаления оправки тщательно протирают коническое отверстие шпинделя и конический хвостовик центра. Затем правой рукой вводят центр (хвостовиком) в отверстие шпинделя и резким движением вставляют его до отказа (рис. 9.4, а). Включают вращение шпинделя и проверяют центр на радиальное биение. Если центр вращается с биением, то его выбивают латунным прутком и снова вставляют в отверстие шпинделя, повернув на 30...45° вокруг оси. Затем левой рукой вставляют центр в пиноль задней бабки. Для проверки соосности центров заднюю бабку подводят влево так, чтобы расстояние между вершинами центров было не более 0,5 мм; закрепляют пиноль и проверяют (на глаз) совпадение вершин в горизонтальной плоскости. Если вершины центров не совпадают, то добиваются их соосности смещением задней бабки. После этого производят установку поводкового патрона (рис. 9.4, б), используя те же приемы, что и при установке трех-кулачкового патрона.
| 

