Пайка. Основные понятия и определения
Пайка — это процесс получения соединений с межатомными связями путем нагрева соединяемых материалов ниже температуры плавления, смачивания их припоем, затекания в зазор и последующей его кристаллизации (ГОСТ 17325—79). Припой — это металл или сплав, вводимый в зазор между соединяемыми деталями или образующийся в процессе пайки, имеющий более низкую температуру плавления, чем паяемые материалы. Флюс — это активное химическое вещество, предназначенное для удаления окисной пленки с паяемого металла и припоя и защиты их от окисления в процессе пайки с целью снижения поверхностного натяжения и улучшения растекания жидкого припоя. Паяемость — это свойство материалов образовывать соединение при заданном режиме пайки. Режим пайки — это совокупность параметров и условий, при которых осуществляется пайка. Параметрами пайки являются температура, время выдержки, скорость нагрева и охлаждение. Условия пайки — это способ нагрева, среда, припой и т. д. Согласно современным представлениям процесс образования паяных соединений протекает в две стадии: возникновение и развитие физического контакта и образование химической связи между атомами контактирующих поверхностей вследствие квантомеханического взаимодействия их электронных оболочек. При пайке возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким припоем поверхности паяемого металла. Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи. Количественным критерием смачивания служит краевой угол смачивания 0, который находят из условия равновесия векторов сил поверхностного натяжения капли жидкости на твердой поверхности (рис. 23.1). 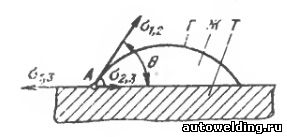
Рис. 23.1. Схема процесса смачивания при пайке σ1.3 = σ2.3 + σ1.2cos θ, где σ1.3 — поверхностное натяжение между твердым телом и газовой средой; σ2.3 — поверхностное натяжение жидкости на границе раздела с твердым телом; σ1.2 — поверхностное натяжение жидкости на границе с газовой средой. Отсюда следует, что
cos θ = (σ1.3 — σ2.3)/σ1.2. При θ=180° смачивание отсутствует. При θ=0° наблюдается полное смачивание. Если 0°<θ<180°, имеет место частичное смачивание. Смачиваемость и растекаемость припоя при пайке оценивают по краевому углу смачивания, площади растекания, времени до начала смачивания и силе втягивания образца при смачивании (ГОСТ 23904—79). Технологические возможности1. Изготовление сложных по конфигурации узлов и конструкций, состоящих из множества элементов за один производственный цикл (нагрев).
2. Получение соединений из разнородных материалов, а также металлов с неметаллами — графитом, ферритом, керамикой.
3. Снижение металлоемкости и повышение коэффициента использования материалов.
4. Обеспечение высокой прецизионности соединяемых изделий.
5. Существенное уменьшение, а в случае низкотемпературной пайки полное исключение остаточных напряжений и деформаций.
6. За счет варьирования размеров соединяемых поверхностей (величины нахлестки) пайка позволяет получать равнопрочные с основным металлом соединения по своей надежности превышающие в ряде случаев надежность сварных соединений.
7. При низкотемпературной пайке образуется разъемное соединение, что весьма важно в производстве радио- и электронной аппаратуры, когда возникает необходимость демонтажа или замены отдельных элементов.
| 

