Пайка графита со сталями
Небольшая плотность графита, высокая теплопроводность, близкая к теплопроводности металлов, а также более высокая термостойкость, чем у большинства керамических материалов, обусловили его применение в различных отраслях техники. С повышением температуры до 2000...2500 °С прочность графита возрастает; при этих температурах он имеет наибольший предел прочности из всех известных материалов. Графит имеет слоистую структуру, что позволяет ему быть хорошим самосмазывающимся материалом, легко обрабатывается, обладает низкой химической активностью ко многим реагентам. Соединение графита с графитом и металлами вызывается экономическими соображениями, а также необходимостью реализации положительных свойств графита. Примерами таких конструкций являются длинномерные нагреватели, тигли и лодочки для плавки металлов, электроды дуговых печей, крупногабаритные аноды ртутных выпрямителей, нагреватели шахтных печей, высокотемпературные теплообменники, тепловыделяющие элементы и др. Пайка является наиболее технологичным и экономически выгодным методом соединения графитовых материалов, обеспечивающим получение высокопрочных, электропроводных и герметичных соединений; может применяться капиллярная, контактно-реакционная, диффузионная пайка и пайко-сварка. Графит удовлетворительно смачивается тугоплавкими металлами (титан, цирконий, кремний, гафний, ванадий, ниобий, вольфрам, молибден), металлами группы железа, алюминием, а также кремнием и бором. Основной стадией процесса пайки графита с металлами является его пропитка расплавленным припоем. Образующийся при этом металлический каркас определяет прочность паяного соединения. Трудность соединения графитовых материалов с металлами обусловлена существенным различием их теплофизических и физико-механических характеристик: теплопроводности, модуля упругости, прочности и особенно теплового расширения. Поскольку графит - сравнительно хрупкий и малопрочный материал, то возможно разрушение графитовой детали в зоне соединения. Снизить уровень внутренних напряжений в соединении можно при выполнении следующих условий: - уменьшение температуры пайки;
- подбор материалов, максимально близких по ТКЛР к графиту в диапазоне температур нагрева;
- применение пластичных припоев или промежуточных прослоек из молибдена, вольфрама, титана, циркония, сплава 29НК, предел упругости которых ниже или близок к пределу прочности при растяжении графитового материала;
- выбор конструкции соединения, при котором на графит воздействуют только напряжения сжатия;
- создание неравномерного температурного поля, при котором металлические детали нагреваются при пайке до более низкой температуры. чем графитовые.
Наиболее характерные конструкции паяных соединений графита с металлами приведены на рис. 1. 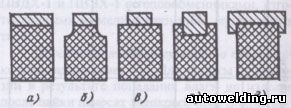
Рис. 1. Типы конструкций паяных соединений графита с металлами:
а, 6, в - стыковые; г - стыковое с заглублением; д - охватывающее Пайка графита со сталями. Для соединений графитовых электродов со стальными штангами применяют контактно-реактивную пайку, что позволяет уменьшить величину «огарка» электрода, повысить электропроводность зоны перехода и удешевить способ соединения. Глубина проникновения расплава припоя в поры графита и предел прочности паяного соединения при разрыве зависят от давления сжатия (рис. 2). Оптимальная температура контактно-реактивной пайки составляет 1150...1200 °С в атмосфере защитных газов или на воздухе. Использование флюсов не обязательно, так как восстановление окислов стали осуществляется углеродом графита. 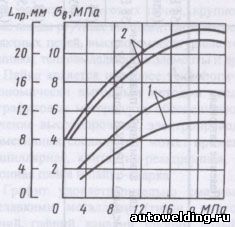
Рис. 2. Зависимость глубины пропитки графита (1) и прочности соединения (2) от давления сжатия Пайка в воздушной среде целесообразна лишь для деталей большого сечения, так как при нагреве происходит окисление и разрыхление графита с потерей прочности. При контактно-реакционной пайке сплавов железа с графитом происходит диффузия активных карбидообразующих компонентов сплава в зону спаев с образованием пограничных слоев, обогащенных карбидами этих элементов. Оптимальный режим контактно-реакционной пайки графита плотностью 1,6...1,9 г/см3 с низкоуглеродистой сталью следующий: нагрев со скоростью более 100 °С/мин до 1150...1200 °С, выдержка при этой температуре 1...2 мин, охлаждение в печи или на прессе горячего прессования при отключенном токе, давление сжатия (1,5...1,7) * 107 Па. Пайка графита с высоколегированными сталями ограничена их толщинами (не более 15 мм). Оптимальный режим пайки следующий: температура нагрева 1270...1350 °С, выдержка 2...10 мин в вакууме 13,3...1,33 Па или в атмосфере защитных газов. Пайка графита со сталями с применением припоев обеспечивает возможность осуществления процесса при более низких температурах, формирование шва из более пластичного материала, использование промежуточных компенсационных элементов, снижающих уровень внутренних напряжений, что особенно важно при пайке графита с коррозионно-стойкими и жаростойкими сплавами, имеющими отличные от графита ТКЛР. В зависимости от назначения изделий для соединения графитовых и стальных материалов применяют низко- или высокотемпературную пайку. Низкотемпературную пайку используют в основном при изготовлении торцовых уплотнений, подпятников, радиальных и упорных подшипников, рабочая температура эксплуатации которых не превышает 200...250 °С. При этой пайке применяют припои на основе олова, свинца, висмута, кадмия и сурьмы. Перечисленные припои не смачивают чистый графит, поэтому они рекомендуются для пайки графита, пропитанного металлами, или графита с предварительно нанесенным покрытием. В качестве покрытий наиболее часто применяют медь и никель. Меднение графита производят в ванне следующего состава: 160 г/л CuSO4, 15 г/л H2SO4, 50 мл/л этилового спирта. Плотность тока 1 ... 5 А/дм2, выдержка 5 ч, температура 25...30 °С. В результате образуется покрытие толщиной 15...20 мкм. Высокотемпературную пайку графита со сталью широко используют при изготовлении отдельных узлов ядерных реакторов, а также для соединения графитовых электродов с токоведущими элементами, уплотнительных колец и вкладышей с металлическими обоймами. При пайке графита с никель-кобальтовым сплавом рекомендуется припой с большим, чем у графита, ТКЛР. После охлаждения металла паяного шва в соединении возникают напряжения сжатия, что позволяет использовать более высокий предел прочности графитового материала при сжатии (примерно в 3 раза больший, чем при растяжении). Зазоры в этом случае рекомендуется назначать порядка 0,0125...0,025 мм с целью уменьшения растягивающих напряжений, возникающих в зоне шва. Составы припоев, режимы пайки и свойства паяных соединений графита с металлами приведены в табл. 6. Характеристикой токоведущих конструкций является электропроводность зоны паяного соединения; в случае использования припоя состава (массовые доли), %: 80Cu, 10Sn, 10Ti электропроводность соединения примерно в 1,5 раза выше, чем при контактно-реакционной пайке. Пайка графита с тугоплавкими металлами. В процессе пайки требуется особо чистая среда, так как даже незначительное содержание кислорода, азота, водорода или углерода (до 10-4 %) сопровождается трещинообразованием в тугоплавких металлах. Широкое применение для соединения тугоплавких металлов с графитом нашли высокотемпературная пайка в печах с контролируемой атмосферой и пайко-сварка с использованием электронного луча и газоэлектрической дуги. Предотвращение науглероживания и охрупчивания металла достигается предварительным нанесением на соединяемые поверхности покрытия из пластичных металлов, не образующих в контакте с графитом сплошных хрупких карбидных диффузионных слоев, а также применением припоев с основой из пластичных металлов, инертных по отношению к графиту, и введением в них карбидообразующих добавок для обеспечения смачиваемости. Металлизацию графита производят плазменным или электролитическим способом. Составы припоев и свойства паяных соединений графита с тугоплавкими металлами приведены в табл. 7. Свойства паяных соединений графита с молибденом, ниобием, танталом приведены на рис. 3 (температура пайки 940...1000 °С, выдержка 5...10 мин). 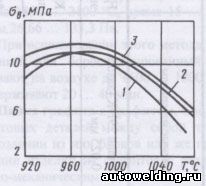
с металлами:
1 - с молибденом; 2 - с ниобием; 3 - с танталом Соединение графита с титаном используется при креплении графитовых колец торцовых уплотнений в титановой обойме и в качестве промежуточного слоя при соединении графита со сталью. В этом случае применяют дуговую пайко-сварку вольфрамовым электродом в защитной атмосфере аргона. Режим пайко-сварки титана с силицированным графитом следующий: сила тока 100...120 А; напряжение дуги 16...18 В; скорость подачи проволоки 2 м/мин. 7. Составы припоев, режимы пайки графита с тугоплавкими металлами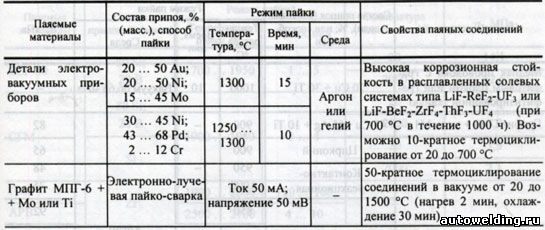
Примечание. Скорость пайко-сварки 120...130 мм/мин, диаметр проволоки 1 мм. Для улучшения растекания припоя по силицированному графиту необходим предварительный подогрев до 500...600 °С. Предел прочности соединения при срезе 23 МПа при 20 °С и 3,0...3,5 МПа при 900 °С. При пайке графита Вар 253-V и титанового сплава ВТ 1-0 необходима металлизация графитового образца алюмокремниевым сплавом (массовые доли), %: 85 Аl + 15 Si при 1150 °С в вакууме 13 Па. Пайку металлизированного графита производят нагревом плотно поджатых соединяемых элементов при температуре до 900 °С в течение 10...15 с. В качестве припоя служит слой металлизации на поверхности графита. Для соединения графита с тугоплавкими металлами применяют электронно-лучевую пайко-сварку. Способ нашел применение для соединения графитового анода с металлическим токопроводом в химической и электротехнической промышленности; графитового диска с молибденовым цилиндром (деталь баллона разрядника). Соединения выдерживают 50-кратное термоциклирование от 1300 до 20 °С. Пайка графита с медью. Трудности при пайке графита с медью связаны с практически отсутствующим химическим взаимодействием между ними и существенным различием физико-механических свойств. Пайка этих материалов осуществляется за счет применения промежуточных прослоек и припоев, содержащих металлы, поверхностно-активные к углероду (титан, цирконий, никель, коррозионно-стойкая сталь). Составы припоев, режимы пайки и свойства паяных соединений графита с медью приведены в табл. 8. 8. Составы припоев, режимы пайки графита с медью и свойства паяных соединений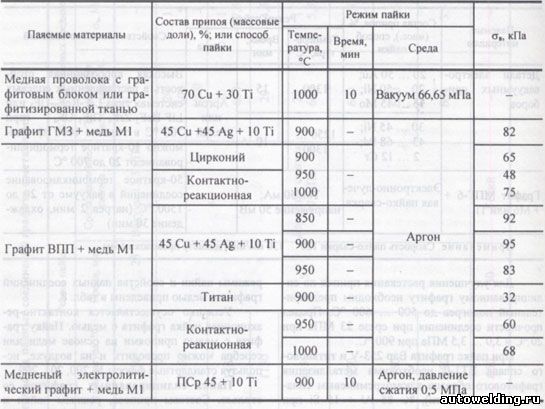
Успешно осуществляется контактно-реакционная пайка графита с медью. Пайку графита с медью припоями на основе меди или серебра можно проводить и на воздухе, используя стандартные флюсы № 200, 201, 209. Пайка силицированных графитов со сталью. Составы припоев, режимы пайки и свойства паяных соединений силицированных графитов со сталью приведены в табл. 9. Графитовые изделия со стальными можно паять с применением стандартных припоев на медной, железной, свинцовой и оловянной основах. Для обеспечения смачиваемости на поверхность графита предварительно наносят силикатную или боросиликатную пленку толщиной 0,1...0,2 мм путем объемной или поверхностной пропитки графита кремнием или его сплавом с бором по следующему режиму: температура нагрева 1850...2100 °С, время 15...40 мин, вакуум 26,66...133,3 Па. 9. Составы припоев, режимы пайки и свойства паяных соединений силицированных графитов со сталью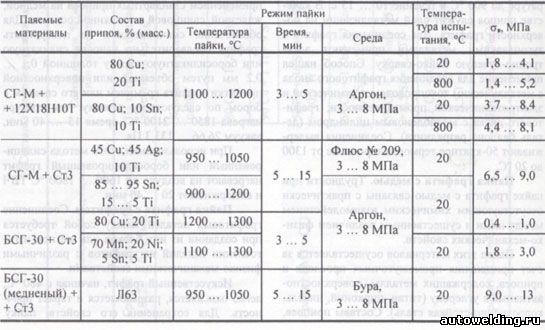
При использовании этого метода силицированный или боросилицированный графит нагревают на воздухе до 1600...1800 °С ТВЧ и выдерживают 20...40 мин. Пайка графита с графитом. Соединение графитовых деталей между собой требуется при создании из них блоков или же при изготовлении изделий из графитов с различными физико-механическими свойствами. Искусственный графит, начиная с 400 °С, легко окисляется, разрыхляется и теряет прочность. Для сохранения его свойств пайку осуществляют в вакууме или нейтральных средах (аргоне, гелии, азоте и др.). Силицированный графит обладает высокой жаростойкостью, химической стойкостью по отношению к расплавленным металлам и другим агрессивным средам. Из него изготавливают термопары погружения, роликовые конвейеры обжиговых печей. Составы припоев, режимы пайки и свойства паяных соединений графита с графитом приведены в табл. 10. 10. Составы припоев, режимы пайки и свойства паяных соединений графита с графитом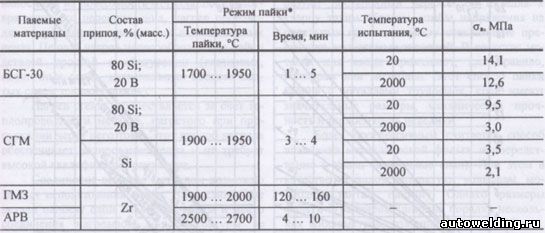
* При пайке БСГ-30 среда нейтральная, давление 3...5 МПа. Углеграфитовые материалы паяют с применением карбидообразующих припоев (титана, циркония, тантала или ниобия) за счет образования эвтектики МеС-С. Зависимость предела прочности при разрыве графитовых образцов при 2500 °С от температуры пайки и времени выдержки приведена на рис. 4. 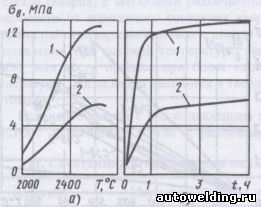
Рис. 4. Прочность паяных образцов графита в зависимости от температуры пайки (а) и выдержки (б): 1 - графит АРВ; 2 - графит ГМЗ Справочник по пайке. Под ред. И.Е. Петрунина.
| 

