Пайка стыков бурильных труб
Бурение геологоразведочных скважин осуществляется снарядами со съемными керноприемниками. важнейший элемент которых - бурильная колонна, определяющая производительность и экономичность бурения. Для повышения прочности конструкции колонны к стальной трубе (сталь 36Г2С) присоединяются на резьбе концы из более прочной стали 40ХН. Применение вместо резьбового соединения сварки электродуговой, трением, контактной, диффузионной в вакууме, электронно-лучевой не дало положительных результатов. Разрушение при диффузионной сварке происходит по шву, в остальных способах сварки - по зоне термического влияния. При применении всех видов сварки изгибающий момент соединения ниже, чем при резьбовом варианте, причем в большинстве случаев образуются зоны термического влияния, прочностные характеристики которых ниже допустимого уровня. Переход на пайку позволил получать соединения, равнопрочные с основным металлом, обладающие высокой герметичностью, вибрационной и усталостной прочностью. Для пайки бурильных труб использован индукционный нагрев. Применительно к сталям 36Г2С и 40ХН индукционный нагрев не вызывает значительного роста зерна и обезуглероживания при кратковременном нагреве до температуры пайки. Нагрев при пайке производится машинным генератором с преобразователем повышенной частоты 2500 Гц, мощностью 100 кВт. Пайка велась припоем П-100 с применением флюса № 201 со стеклом № 15 в соотношении 1:1 по режиму: температура пайки - 1180 °С. время нагрева до температуры пайки 45 с, выдержка 10 с. Нагрев - на высокочастотной установке МГЗ-102А (с преобразователем частоты ПВС-100-2500 и трансформатором ВТО-500) и ЛГ-363 с частотой 68 кГц. В качестве припоя применялась смесь припоев П-87 и П-100. Из паяльной смеси готовились закладные детали методом горячего прессования. На состав паяльной пасты для пайки труб с муфтами Государственным Комитетом по делам изобретений и открытий (Российское агентство по патентам и товарным знакам) выдано авторское свидетельство № 671961. Режимы пайки бурильных труб из стали 36Г2С с муфтами из стали 40ХН с применением высокочастотного нагрева приведены в табл. 6. 6. Режимы пайки бурильных труб
Форма стыка при соединении бурильных труб пайкой приведена на рис. 14. 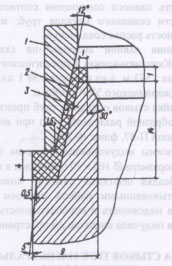
Рис. 14. Форма стыка при соединении бурильных труб пайкой:
1 - труба из стали 36Г2С; 2 - кольцо припоя; 3 - муфта из стали 40ХН Пайка производилась припоем П-100 с использованием флюса № 201 со стеклом № 15 в равных соотношениях. Температура пайки - 1180 °С. время нагрева до температуры пайки 45 с, время выдержки 10 с. Установки МГЗ-102А (с преобразователем ПВС-100-2500 и трансформатором ВТО-500) и ЛГ363 с частотой 68 кГц. Нагрев осуществлялся с применением конусного индуктора, обеспечивающего равномерный нагрев труб разного диаметра (рис. 15). Пайка трубы с муфтой производится в оснастке, обеспечивающей соосность в условиях. поджатия в осевом направлении. Предотвращение вытекания жидкого припоя П-87 достигнуто применением смеси припоев П-87 и П-100. В итоге из этих припоев штампуются закладные детали химсостава, приведенного в табл. 7. 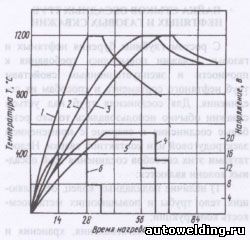
Рис. 15. Термокинетические циклы нагрева и пайки стыка трубы с муфтой:
1 - термический цикл для трубы диаметром 70x4,5 мм, сталь 36Г2С; 2 - термический цикл для муфты диаметром 73 х 10 мм, сталь 40ХН; 3 - термический цикл для стыка трубы с муфтой; 4 - изменение напряжения при нагреве стыка трубы с муфтой; 5 - изменение напряжения на индукторе при нагреве муфты; 6 - изменение напряжения на индукторе при нагреве трубы 7. Компонентный состав закладных деталей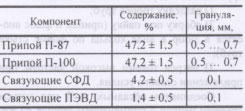
Режим нагрева стыков бурильных труб определяется их типоразмером, видом разделки стыка, формой и размерами индуктора. Режим пайки бурильных труб с использованием высокочастотного нагрева приведен в табл. 8. Термокинетические циклы нагрева и пайки стыка трубы с муфтой представлены на рис. 15. 8. Режим пайки бурильных труб с использованием высокочастотного нагрева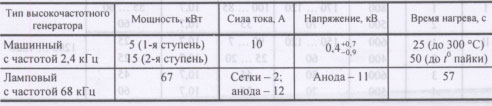
Источник публикации: autowelding.ru - Справочник по пайке. Под ред. И.Е. Петрунина.
| 

