Оборудование для стыковой сварки
Основным элементом оборудования для стыковой сварки являются сварочные машины. Сварочные машиныМашины по конструкции и назначению весьма разнообразны и их классификация производится по тем же признакам, которые приняты для точечных и шовных машин, например, по виду сварки: для сварки сопротивлением и оплавлением, роду тока, назначению и т. д.; аналогичны и электрические характеристики машин. 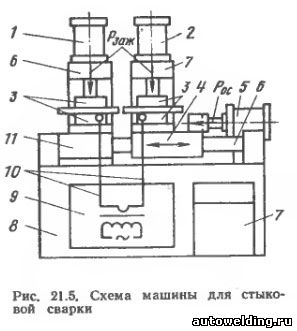
Типовая схема универсальной машины для стыковой сварки приведена на рис. 21.5. Она состоит из станины 8, сварочного трансформатора 9, вторичного контура 10, подвижной 4 и неподвижной 11 плит, токоподводов (губок) 3 для закрепления деталей, зажимных цилиндров 1 и 2, привода подачи 5, направляющих 6 и блока системы управления 7. Наиболее широко применяются машины переменного тока (табл. 21.4), которые обозначаются по виду сварки с указанием наибольшего тока (кА) и номера модели. Например, МСС-1601 — машина для стыковой сварки сопротивлением, Iсв. max= 16 кА, модель № 1 (ГОСТ 297—80). Машины ИЭС им. Е. О. Патона обозначаются буквой К с указанием модели, например К-617 и т. д. 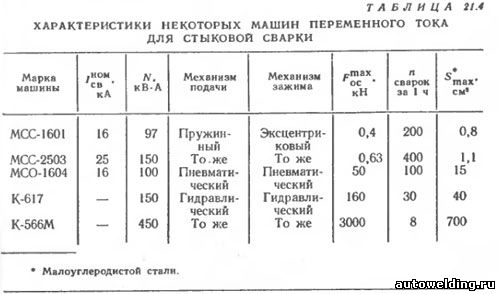
Используется ряд специализированных машин, например, МС-401 для сварки ленточных пил, МСО-1601 для сварки цепей, для сварки железнодорожных рельсов на путях (К-155 и К-355) и в стационарных условиях (К-190 П). Машины К-354. К-393 и К-375 предназначены для сварки легких сплавов сечением до ≤2 дм2 (К-354). Сварка труб диаметром ≤1,02 м в полевых условиях производится на полустационарных (ТКУС) и передвижных установках (ТКУП). Для сварки труб диаметром 1,42 м со стенкой толщиной 16,5—20 мм используются комплексы «Север» с машиной К 700, которая вводится внутрь трубы. В приборостроении и радиоэлектронике применяются конденсаторные машины для соединения деталей малого диаметра до 1—2 мм. Известны и машины постоянного тока, например, для сварки оплавлением тонкостенных деталей из титановых сплавов, сварки сопротивлением цепей (в Японии). Системы управления оборудованиемСистема управления обеспечивает включение и выключение тока, регулирование силы тока (вторичного напряжения), обеспечивает определенную временную программу выполнения операций зажатия, подогрева, оплавления, осадки, снятия грата, термообработки в машине, перемещение деталей и т. д. На простых машинах малой мощности программирование осуществляется конечными выключателями. Более сложные системы управления основаны на применении кулачковых устройств, которые задают скорость перемещения деталей, длительность нагрева (оплавления), момент приложения усилия осадки и его величину. На мощных машинах (К-190П, К-355 и т. д.) используются релейные системы управления. Вторичное напряжение изменяют переключением ступени трансформатора или регулированием угла включения тиристорного контактора. Скорость движения плиты изменяют, варьируя число оборотов ротора двигателя электромеханического привода. Наиболее совершенными являются адаптивные системы управления с обратными связями, например, по температуре, частоте пульсаций тока при оплавлении, позволяющие обеспечить высокое качество соединений при действии возмущающих факторов. Приспособления и оснасткаДля установки и центрирования деталей, подвода к ним тока, в машинах имеются зажимные токоподводящие устройства с винтовыми (усилие зажатия до 40 кН), рычажными, эксцентриковыми, пневматическими (до 100 кН), гидравлическими (50 мН) и электромеханическими приводами. Электроды изготовляются из меди или бронзы (БрНБТ, БрНК, МЦ2, МЦЗ и т. д.). Их форма соответствует свариваемым деталям для предотвращения проскальзывания. Приводы перемещения или подачи плиты обеспечивают относительное медленное движение детали при нагреве (оплавлении) и быстрое при осадке. Известны приводы, в частности, пружинные (усилие до 1 кН), рычажные (до 50 кН), электромеханические (кулачковые — до 75 кН) и гидравлические (до 3 МН). Машины-автоматыПоточные автоматизированные машины Известен ряд машин-автоматов, например, для сварки цепей. Сначала прутки разрезаются на заготовки требуемой длины, загибаются звенья, вяжется цепь и подается под стальные зажимы с медными электродами. Стык звена подогревается, оплавляется и сваривается. Грат зачищается резцовой головкой. После сварки звенья подвергают закалке и отпуску. Например, установка УСО-2501, выпускаемая ПЗТЭСО, предназначена для стыковой сварки оплавлением с предварительным подогревом высокопрочных цепей калибров 22—30 мм для горных машин. Автоматически выполняется сварка, зачистка грата и перемещение цепи на два шага. Система управления выполнена на бесконтактных элементах с применением микросхем. Производительность машины 3—4,5 стыков в мин. Стыковые машины устанавливаются в автоматические поточные линии, в частности изготовления колес легкового автомобиля ВАЗ. В этой линии кроме сварки обода осуществляется правка полосы, закатка обода, обрезка грата и профилирование обода. Часовая производительность такой линии 720 колес. При производстве труб, приварке к ним ребер широко используется высокочастотная стыковая сварка. На рис. 21.6 приведена схема автоматической трубосварочной установки. 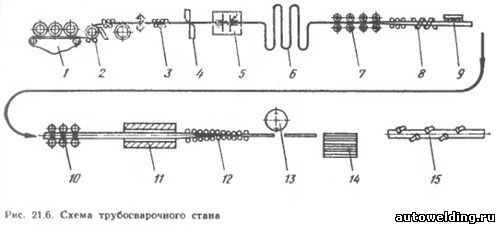
Лента из рулонов с конвейера 1 и разматывателя 2 правится в валках 3 и после обрезки концов на ножницах 4 сваривается в непрерывную полосу на стыковой машине 5. Непрерывность этих операций обеспечивается петлеобразователем 6. Далее полоса подается в формовочное устройство 7 и поступает в сварочную машину 8, где производится нагрев в индукторе и сварка продольного шва заготовки. Трубы охлаждаются до 50—60°С в холодильнике 9 водовоздушной смесью, калибруются на стане 10, вновь нагреваются в индукционной печи 11, направляются на редукционный стан 12, а затем на резку летучей пилой 13 и на участки отделки 14 и 15. Волченко В.Н. Сварка и свариваемые материалы т.2. -M.1996 См. также: Контактная стыковая сварка
|




