Контактная стыковая сварка — высокопроизводительный и в значительной мере автоматизированный способ получения соединений. Доля стыковой сварки, преимущественно оплавлением, составляет ~10% контактной сварки. Этот способ также относится к электротермодеформационным процессам (ГОСТ 2601—84), но в отличие от точечной и шовной сварки возможно и соединение без расплавления металла за счет его глубокой пластической деформации.
Определение, терминология и основные схемы
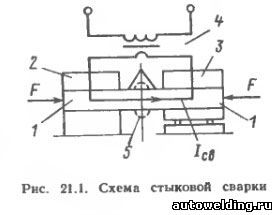
Стыковая сварка — способ контактной сварки, когда детали соединяются по всей площади касания (площади сечения). Детали 1 (рис. 21.1) закрепляют в токоподводящих зажимах 2, 3, один из которых (3) подвижной и связан с приводом усилия и перемещения машины. По характеру нагрева различают стыковую сварку сопротивлением и оплавлением.
В первом случае детали сжимают довольно значительным усилием (3—5 кН), включают сварочный трансформатор 4, и либо нагревают сварочным током до температуры несколько ниже температуры ликвидуса (0,8—0,9 TL), либо расплавляют металл в стыке. В соответствии с этим существуют два вида стыковой сварки сопротивлением — без локального расплавления металла и с его расплавлением. После нагрева сварочный ток выключают и резко увеличивают усилие до усилия осадки, что вызывает либо интенсивную деформацию твердого металла (выдавливание металла из стыка), вместе с которым удаляются поверхностные пленки, либо удаление жидкого металла и части нагретого твердого металла. При этом обеспечивается формирование физического контакта и образование прочного соединения. После сварки на деталях образуется утолщение — грат 5.
При стыковой сварке оплавлением сначала на детали подают напряжение (6—8 В) от сварочного трансформатора и сближают их до соприкосновения под небольшим усилием, например несколько деканьютонов. В отдельных контактах в результате достигается очень высокая плотность тока (до 3—5 кА/мм2), металл в этих точках быстро нагревается, расплавляется с образованием перемычек жидкого металла между торцами свариваемых деталей. Эти перемычки быстро перегреваются и взрывообразно разрушаются. Торцы нагреваются за счет непрерывного образования и разрушения перемычек, т. е. оплавления торцов. К концу процесса на торцах образуется сплошной слой жидкого металла. В этот момент резко повышается скорость сближения и усилие, торцы входят в контакт и большая часть жидкого металла вместе с поверхностными пленками и частью твердого металла выдавливаются из стыка с образованием грата. Во время осадки ток обычно отключается.
Известны случаи сварки одновременно двух стыков, нагрев токами высокой частоты, постоянным током и другие разновидности стыковой сварки.
Физические основы образования соединений
Основными процессами при стыковой сварке являются нагрев и пластическая деформация свариваемого металла, обеспечивающие удаление поверхностных пленок, образование физического контакта и получение соединений с заданными свойствами.
Нагрев свариваемого металла
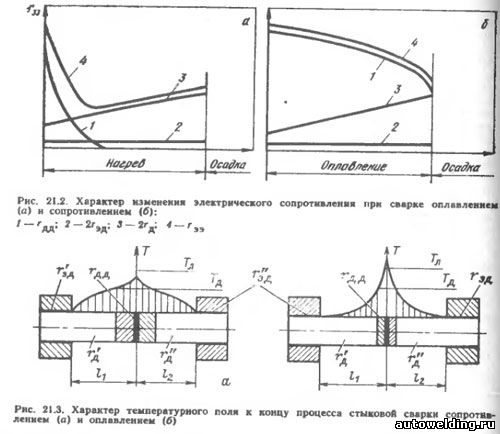
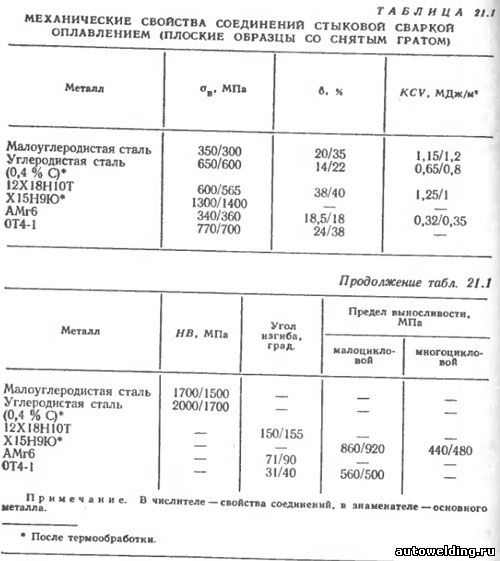
При нагреве необходимо достичь заданную температуру в стыке и прогреть околошовную зону на определенную глубину для обеспечения необходимой степени деформации на стадии осадки. При сварке сопротивлением основная доля теплоты (85—90%) выделяется на сопротивлении деталей, так как rд.д быстро снижается, а rэ.д остается в течение всего процесса на довольно низком уровне (рис. 21.2). Температурное поле определяется решением дифференциального уравнения теплопроводности классическими методами или на ЭВМ. Поле одномерно (рис. 21.3,а), градиенты температур по сечению близки к нулю.
Прогрев околошовной зоны увеличивается при использовании импульсов тока большой длительности.
При сварке оплавлением температурное поле определяется главным образом уровнем сопротивлений перемычек (rд.д), который зависит от их числа и размеров (рис. 21.2,6). Поэтому поле отличается значительной неравномерностью по длине детали (рис. 21.3,6) ив ряде случаев и по сечению (детали с большим или развитым сечением, начальные этапы процесса). Одним из наиболее значимых параметров режима является скорость оплавления. Уменьшение этой скорости вызывает снижение градиентов температур и по сечению деталей. Обычно скорость оплавления повышают по мере развития процесса для обеспечения общей устойчивости процесса, например, по линейному закону (жесткая программа) или связывают с параметрами управления: Iсв, температурой торцов и т. д.
При сварке сечений до 100 см2 рекомендуют предварительный нагрев деталей током (по схеме сварки сопротивлением), что облегчает возбуждение оплавления, снижает неравномерность нагрева. Большие сечения рекомендуется сваривать при программном регулировании тока (вторичного напряжения) и скорости оплавления или использовать импульсное оплавление. В последнем случае на основное поступательное движение плиты машины накладывается колебание, например, с частотой 3—45 Гц и амплитудой 0,1—0,8 мм, что вызывает периодическое изменение зазора между деталями, повышение на 10—15% температуры в околошовной зоне; в три—четыре раза уменьшается время оплавления и расход электроэнергии.
Пластическая деформация металла
Назначение этого процесса - создание электрического контакта на начальной стадии, обеспечиваемого при давлении 5—10 МПа (сварка сопротивлением) и ~ 1 кПа (сварка оплавлением), а также удаление поверхностных пленок и образование физического контакта по достаточно большой площади на стадии осадки за счет течения довольно узких слоев нагретого металла вдоль стыка. При этом в центре соединения напряженное состояние близко к всестороннему сжатию, а вблизи поверхности деталей отмечается действие растягивающих окружных напряжений σΘ.
Степень объемной пластической деформации характеризуют коэффициентом площади Kпл=Sкон/Sнач, (где Sкон, Sнач — соответственно конечная и начальная площади сечения торцов). При сварке сопротивлением Кпл≤4, а при сварке оплавлением Кпл≤2. Иногда деформацию оценивают по укорочению деталей при осадке (Δос), которое обеспечит полное закрытие зазора (Δз), вытеснение жидкого металла (2δж) и деформацию (смятие) кратеров (2Δкр). Величина Δос зависит от рельефа оплавленных поверхностей, например она возрастает при увеличении сечения деталей.
Параметры цикла осадки — усилие и скорость осадки (Fос и vос) При увеличении сечения деталей, жаропрочности свариваемого металла и скорости осадки Fос также возрастает. Подогрев перед оплавлением позволяет в полтора — два раза снизить Fос. Интенсивная деформация вызывает удаление из зоны соединения поверхностных (оксидных) пленок или их раздробление. Тем не менее при сварке сопротивлением металл в значительной мере окисляется и частицы оксидов частично остаются в стыке. При сварке оплавлением происходит непрерывное обновление поверхностей за счет выброса перемычек, образование паров, препятствующих попаданию газов и связывающих их в нейтральные соединения. Это обеспечивает надежную защиту металла от атмосферы и лишь при сварке таких активных металлов, как титан и молибден рекомендуется вести процесс в среде защитных газов.
Технологические возможности стыковой сварки
Стыковой сваркой соединяются все известные конструкционные металлы как однородные, так и разнородные в широком диапазоне сечений от 1—2 мм2 до 20 дм2 в виде проволоки, полос, профилей и т. п. При сварке сопротивлением сечение свариваемых деталей (обычно круглое) ограничено 500 мм2 для сталей, 200 мм2 для алюминия и меди из-за относительно низкой прочности и пластичности соединений и высокой энергоемкости.
Наибольшее распространение получила сварка оплавлением. Непрерывным оплавлением сваривают детали компактного (до 10 см2) сечения (прутки) из малоуглеродистой стали и несколько большего (развитого) сечения детали (трубы, листы). Сварка оплавлением с подогревом используется для сечений 5—100 см2. Для больших деталей (S = 50÷400 см2) рекомендуется сварка оплавлением с программным управлением током и скоростью перемещения зажимов, а импульсное оплавление позволяет сваривать детали из стали сечением до 20 дм2, из алюминия — до 2,2 дм2.
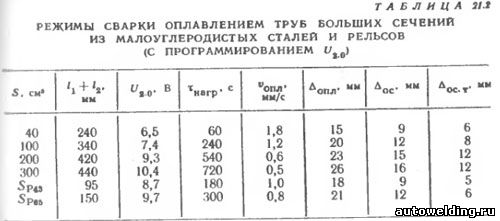
Механические свойства соединений, выполненных стыковой сваркой оплавлением, и основного металла весьма близки (табл. 21.1).
Технология стыковой сварки
Свариваемые материалы и требования к конструкциям
Стыковая сварка сопротивлением применяется в основном для соединений малоуглеродистых сталей, проволоки из алюминия и меди. Имеются также сведения о непосредственном соединении разнородных металлов, например меди с фехралем, стали, чугуна с медью и алюминием или через промежуточные прокладки, дополнительно легирующие шов. Стыковой сваркой оплавлением успешно соединяют все конструкционные металлы — от алюминиевых сплавов и сталей до жаропрочных и титановых сплавов.
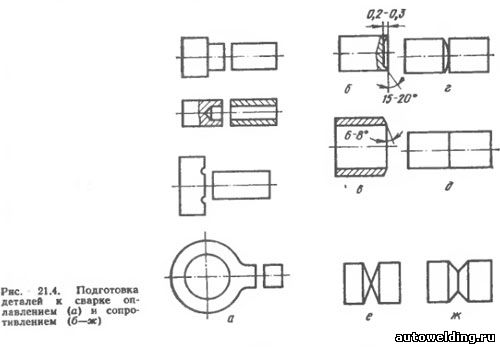
Особое внимание обращается на рациональную конструкцию (форму) торцов деталей, которая должна обеспечить равномерный нагрев деталей и одинаковую деформацию (рис. 21.4), защиту торцов от окисления и деформацию металла (рис. 21.4,б — кольцевой выступ при сварке сопротивлением, сфера, конус и т. д.), установку в токоподводящие зажимы машины. Формы и размеры обеих деталей должны быть приблизительно одинаковыми: отличие по диаметрам ≤15%, по толщине ≤10%.
Подготовка к сварке
Для получения соединений высокого качества поверхности должны быть ровными и чистыми. Торцуют детали механической резкой ножницами, пилами на металлорежущих станках, плазменной или газовой резкой. Дополнительно торцы и поверхности детали под зажимы обрабатывают металлической дробью, травлением, фрезерованием или шлифованием. Перекосы иногда устраняют предварительным оплавлением. При сварке сопротивлением зазор между торцами не должен превышать 0,5 мм, оплавлением — 15% припуска на оплавление. Установочная длина (l1+l2) при сварке сопротивлением полостолщиной s из малоуглеродистых сталей составляет 1,2√s, из легированных сталей —1,1 √s.
Металл, имеющий большую теплопроводность, должен иметь и большую установочную длину. При сварке оплавлением l1+l2= Δопл + Δос + Δк, где Δк— конечное расстояние между зажимами, выбираемое из условия сохранения устойчивости деталей и низкого уровня теплоотвода в зажимы (обычно Δк≤Δопл+Δлс). Для круглых стержней l1+l2= (0,7÷1,0) d, для полос (4÷5) s.
Выбор параметров режима
Значения параметров режима (программа их изменения) определяются видом сварки и свойствами свариваемых металлов.
Сварка сопротивлением характеризуется следующими основными параметрами:
— временем сварки, увеличивающимся с ростом площади сечения детали (равномерный прогрев) и уменьшающимся с ростом теплопроводности (сплавы алюминия и меди), составляющим в среднем 0,2—1 с (диаметр проволоки ≤5 мм);
— давлением при осадке (рос), связанным с сопротивлением пластической деформации нагретого металла, МПа, ∼20 для малоуглеродистых сталей, 125 для легированных, ∼10 для цветных металлов.
Сварка оплавлением определяется следующими основными параметрами:
— плотностью тока в расчете на полное сечение детали, увеличивающейся с ростом сечения, тепло- и электропроводностью металла, заметно меньшими, чем при сварке сопротивлением (для стали j≈20 А/мм2, для сплавов алюминия ~35 А/мм2). На мягких режимах (при малых tсв и vопл) плотность тока может быть снижена;
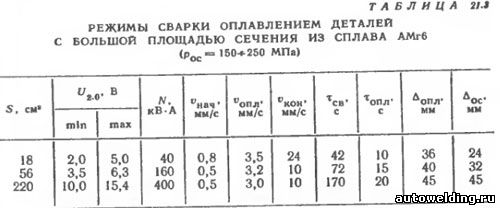
— скоростью оплавления и Δопл — припуском, выбираемыми из условия равномерного нагрева торцов и достаточного прогрева околошовной зоны. К концу процесса скорость оплавления увеличивают. Величина Δопл, составляющая до 0,8 общего припуска, определяет градиент температур вдоль деталей. С ростом теплопроводности металла vопл возрастает: при сварке сталей средняя vопл=1÷3 мм/с, хромоникелевых сталей 2,5—3 мм/с, сплавов алюминия 4—10, меди ~20 мм/с. Давление осадки зависит от сопротивления деформации и степени нагрева металла (подогрева), например, при сварке малоуглеродистых сталей рос = 70 МПа (50 МПа при сварке с подогревом), коррозионностойких сталей—170 (110), сплавов алюминия — 220, титана — 60 (35) МПа. Припуск на осадку под током Δос.т=0,4÷0,7 Δос и возрастает при увеличении сечения деталей (Δос=5 мм, Δос.т=2 мм при S=10 см2; Δос=11 мм, Δос.т=4 мм, при S=100 см2). Скорость осадки обычно в 10—15 раз больше vопл, она возрастает при увеличении теплопроводности металла, например, при сварке сталей до 60 мм/с, алюминия — до 150, меди — до ≥200 мм/с. Из других параметров следует отметить напряжение холостого хода (U2.0), которое обычно выбирают минимальным для обеспечения устойчивого оплавления. В качестве примеров в таблицах 21.2, 21.3 приведены режимы сварки труб, рельсов и детален из сплава АМг6.
При сварке оплавлением с подогревом инструментальных заготовок, хвостовик которых выполняют из дешевой углеродистой стали, а рабочую часть из быстрорежущей, lб>ly и Δопл. б>Δопл.
Обработка соединений после сварки
Для получения высоких механических свойств соединения после сварки термообрабатывают, например сварные рельсы подвергают нормализации и отпуску.
С поверхностей деталей грат снимают разными способами, например, непосредственно на машине специальными ножами, используя металлорежущие станки, резцовые и плунжерные гратосниматели. Внутри прямых труб град удаляют протяжкой с резцами или дорнами, гнутых — стальными снарядами, перемещаемыми сжатым воздухом, продувкой не остывшего стыка кислородом и т. д. Грат в трубах большого диаметра снимают вращающимися резцовыми головками.
Волченко В.Н. Сварка и свариваемые материалы т.2. -M.1996
Процесс стыковой сварки - ESAB
Промышленное применение стыковой сварки
Применение контактной стыковой сварки (в основном сварки оплавлением) составляет ~10% общего применения контактной сварки.
Стыковая сварка сопротивлением используется для соединения проволоки из стали, алюминия, меди диаметром ≤8 мм, прутков диаметром ≤25 мм, труб диаметром ≤50 мм, в производстве цепей, ободов колес и т. п.
Стыковая сварка оплавлением применяется при изготовлении колец (шпангоутов) диаметром 4—5 м, заготовок (полос) при непрерывной прокатке, валов, оконных переплетов, дверей, перегородок, цепей, трубопроводов, железнодорожных рельсов в стационарных и полевых условиях, комбинированного режущего инструмента, например сверл и т. д.