Природа образования горячих трещин при сварке
Горячими трещинами называются хрупкие межкристаллитные разрушения сварного шва или околошовной зоны, возникающие в области температурного интервала хрупкости в результате воздействия термодеформационного сварочного цикла. Горячие трещины чаще всего возникают в сплавах, обладающих выраженным крупнокристаллическим строением, с повышенной локальной концентрацией легкоплавких фаз. Согласно общепринятым представлениям, они возникают в том случае, если интенсивность нарастания деформаций в металле сварного соединения в период остывания приводит к деформациям большим, чем его пластичность в данных температурных условиях. Способность сварного соединения воспринимать без разрушения деформации, вызванные термодеформационным циклом сварки, определяет уровень его технологической прочности. В МВТУ им. Н. Э. Баумана Н. Н. Прохоровым была разработана теория технологической прочности металлов при сварке, согласно которой сопротивляемость сварного соединения образованию горячих трещин определяется тремя основными факторами: пластичностью металла в температурном интервале хрупкости, значением этого интервала и характером нарастания деформации при охлаждении (темпом деформации сварного соединения). Графически эти представления наглядно могут быть проиллюстрированы графиками, представленными на рис. 12.43. Кривые пластичности П характеризуют изменение пластичности сварного соединения в т.и.х., а кривые е — интенсивность нарастания деформаций в свариом соединении в процессе остывания или темп деформации дe/дT. 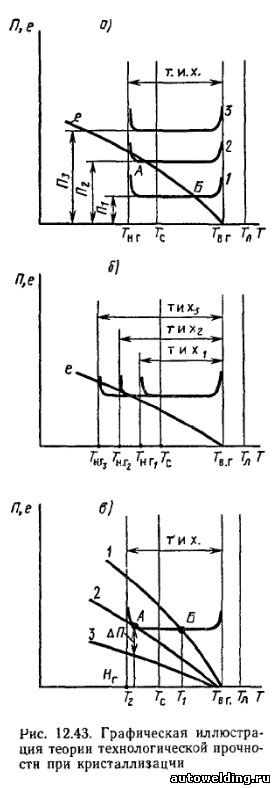
На рис. 12.43,а показано влияние величины минимальной пластичности в т.и.х. на сопротивляемость сварного соединения образованию горячих трещин. При этом принято, что деформационная способность сплава в т.и.х. определяется его пластичностью, так как при температурах в области Tc упругой деформацией можно пренебречь ввиду ее незначительности. При тех же значениях т.и.х. и темпа деформации de/dT сплав, обладающий большей пластичностью — Пз, трещины не даст, так как возникающий темп деформации (кривая е) недостаточен для исчерпания его пластичности. У сплава, пластичность которого характеризуется кривой 2, в момент, определяемый точкой А, значения пластичности и возникающей деформации равны — кривые касаются. Это критический случай. В сплаве, обладающем пластичностью в т.и.х., характеризуемой кривой 1, при том же темпе деформации е и температуре, соответствующей точке Б, произойдет исчерпание пластических свойств и образуется трещина. Таким образом, чем больше пластичность сплава в т.и.х., тем при равных прочих условиях меньше вероятность образования горячих трещин. Значение пластичности П и характер ее изменения в т.и.х. зависят от химического состава сплава, схемы кристаллизации сварного шва, развития химической и физической неоднородности и других факторов, значение и степень влияния которых существенно зависят от методов, приемов сварки, применяемых режимов и т. д. На рис. 12.43, б представлен случай, когда сплавы при одинаковой минимальной пластичности отличаются протяженностью температурного интервала хрупкости. При этом принято, что характер изменения пластичности в т.и.х. у всех трех рассматриваемых сплавов одинаков и пластичность остается практически неизменной на всем протяжении т.и.х. В этом случае чем больше протяженность температурного интервала хрупкости, тем больше вероятность возникновения трещины. Значение т.и.х., так же как и значение минимальной пластичности, зависит от многих факторов, поддающихся управлению,главные из которых — химический состав свариваемых материалов и применяемых присадочных проволок, покрытия электродов, флюсы, режим сварки, определяющий форму шва, схему кристаллизации, и процессы структурообразования в шве и околошовной зоне, размер зерна, характер и интенсивность протекания ликвационных и сегрегационных процессов и др. На рис. 12.43, в рассмотрено влияние темпа деформации de/dT при одинаковых значениях П и т.и.х. В сварном шве, при кристаллизации которого возникает темп деформации е, характеризуемый кривой 1, при температуре T1 появится трещина, так как в этот момент значение деформации превысит пластичность соединения в т.и.х. Для соединения, темп деформации которого обозначен кривой 2, точка касания при температуре Т2 будет критической. Сплав, характеризуемый кривой 3, трещины не образует; более того, он имеет еще и некоторый запас пластичности ΔП. Таким образом, чем меньше темп деформации в т.и.х., тем меньше вероятность образования горячих трещин. Темп деформации, характеризуемый наклоном кривой е к оси температур и кривизной самой кривой, зависит от усадки сплава и деформаций, развивающихся в околошовной зоне. Следует иметь в виду, что деформация в сварном шве, обусловленная кристаллизационными и структурными процессами при остывании, распределяется по сечению весьма неравномерно: участки шва с более высокими температурами и вследствие этого менее прочные деформируются больше, чем участки, прилегающие к зоне сплавления и охлаждающиеся более интенсивно. Такое неравномерное распределение деформаций в сварном шве и т.и.х. иногда называют концентрацией деформаций. Для равновесных условий кристаллизации акад. А. А. Бочвар связывает вероятность образования горячих трещин с эффективным интервалом кристаллизации Тэф, определяемым как интервал температур, заключенный между температурой образования кристаллического каркаса внутри расплава и температурой солидуса. На рис. 12.44 изображен участок бинарной диаграммы состояния. По вертикальной оси отложены температура Т, линейная усадка сплава г и критическая скорость vкр, определяющая уровень технологической прочности сплава. 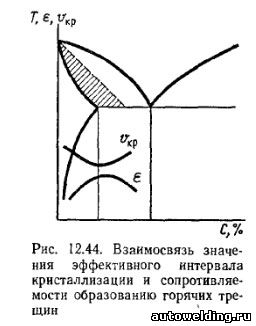
Штриховой линией нанесены температуры образования кристаллического каркаса. Заштрихованная область соответствует значениям эффективного интервала кристаллизации Тэф. Из приведенных кривых видно, что с увеличением Тэф возрастает линейная усадка ε, а уровень технологической прочности (vкр) падает. Далее: Виды горячих трещин
|


