Виды горячих трещин
По температуре возникновения горячие трещины подразделяют на кристаллизационные, возникающие в области температур солидуса, и подсолидусные, температура образования которых ниже температуры окончания процесса затвердевания. По расположению в сварном соединении различают горячие трещины в шве, в зоне сплавления, в околошовной зоне, а также в зависимости от ориентировки их относительно направления сварки — продольные и поперечные. Во всех случаях вероятность образования трещин определяется соотношением пластических свойств соединений в т.и.х. и темпом деформаций. Однако степень влияния отдельных технологических и металлургических факторов для каждого вида может быть существенно различной в связи с неодинаковыми условиями формирования химической и физической неоднородности в различных зонах сварного соединения. Особо следует выделить трещины повторного нагрева, образующиеся в ранее наложенных валиках при многослойной сварке в результате термодеформационного воздействия от сварки последующих слоев. 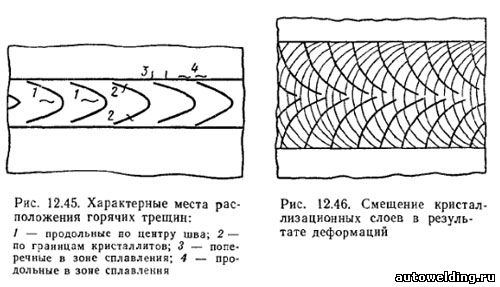
Кристаллизационные трещины образуются, как правило, в сварном шве и реже в зоне полуоплавленных зерен. На рис. 12.45 представлены характерные места расположения горячих кристаллизационных трещин в сварном соединении. Подсолидусные трещины возникают в интервале температур второго минимума пластичности, расположенного ниже температуры солидуса. Сварной шов вследствие неравновесного процесса кристаллизации пересыщен дефектами кристаллической решетки, в том числе и вакансиями, которые при растяжении активно перемещаются к границам, расположенным перпендикулярно действующим усилиям. Такие скопления вакансий сильно ослабляют границы и создают предпосылки для возникновения зародышей разрушения. Необходимые условия для возникновения разрушения — межзеренная деформация или проскальзывание, возникающие как следствие воздействия термодеформационного цикла сварки. О наличии такого вида деформации свидетельствуют смещения кристаллизационных слоев на поверхности сварных швов (рис. 12.46). Смещения нередко сопровождаются значительной пластической деформацией в пограничных областях. Если по границам зерен существуют скопления вакансий, микропор, примесей, особенно примесей внедрения, поверхностная энергия, необходимая для зарождения трещины, при межзеренном проскальзывании уменьшается. В том случае, если граничная диффузия проходит энергично, то полости, образующиеся по границам зерен, быстро заполняются и межзеренного разрушения не происходит. Преимущественные места зарождения подсолидусных трещин — ослабленные включениями и несовершенствами строения границы кристаллитов, где межзеренные проскальзывания наиболее выражены; чаще всего это участки, прилегающие к зоне сплавления, и поперечные границы зерен в центре шва. С увеличением размеров зерна увеличивается и проскальзывание, а следовательно, и вероятность образования трещин. Добавки в металл легирующих элементов, как правило, увеличивают сопротивление движению вакансий и дислокаций к границам зерен и снижают вероятность образования трещин такого рода.
|


