На наших глазах родилась удивительная отрасль науки и техники. Удивительная не только потому, что без ее помощи сегодня уже не могут обойтись самолето- и автомобилестроение, станкоиндустрия и радиоэлектроника. Две тысячи с лишним лет назад древние народы знали ее секреты. Но — обидная судьба — строго охраняемые жрецами, они вскоре были утрачены. И лишь сравнительно недавно эти секреты вновь вернулись и жизни — их приняла «на вооружение» новая отрасль науки и техники, называемая порошковой металлургией, или металлокерамикой.
Царевич Гаутама из знатного рода Шакья жил в Индии в VI веке до нашей эры. В отличие от своих предшественников он не считал богатство и роскошь главным в жизни и поэтому покинул дворец, чтобы проповедовать свое учение простому люду. Народ назвал Гаутаму Буддой, что означает «просветленный». А его учение — буддизм — быстро распространилось за пределы Индии, «Мы все равны в этом мире,— проповедовали буддийские монахи,— совершенствуйтесь и вы сможете творить чудеса!»
И действительность, казалось, подтверждала это пророчество: буддийским монахам зачастую были доступны вещи. казавшиеся невероятными не только тысячелетия назад, но поражающие ученых даже сегодня. Примером тому — открытый на острове Ява знаменитый памятник мировой культуры — храм Боробудур. А еще раньше, в 300 году до нашей эры, буддисты воздвигли в Дели величественный храм, который был украшен огромными железными колоннами — каждая весом в шесть с половиной тонн!
Как же смогли индусы более двух тысяч лет назад создать столь гигантские колонны, когда человек только в прошлом веке научился получать температуры, достаточно высокие для того, чтобы расплавить железо? Удивительно и тог что простояв во влажном тропическом климате два тысячелетия, сохранившаяся до наших дней одна из этих колонн не покрылась и малейшим налетом ржавчины! И это в то время, когда в современном мире ежегодно от коррозии «гибнет» десятая часть всего выплавляемого металла. Все это казалось невероятным, почти фантастическим.
Секрет изготовления делийских колонн был открыт только после выдающихся работ нашего соотечественника Петра Григорьевича Соболевского, который в 1825 году основал при Петербургском горном кадетском корпусе лабораторию с витиеватым названием «Соединенная лаборатория Департамента горных и соляных дел, Горного кадетского корпуса и Главной горной аптеки». В то время в России были обнаружены богатейшие месторождения платины, и царь Николай I отдал распоряжение Русскому монетному двору использовать платину для изготовления монет. Но тут оказалось, что ни одна из существующих в то время печей не в состоянии нагреть платину до температуры плавления, равной 1 773 градусам.
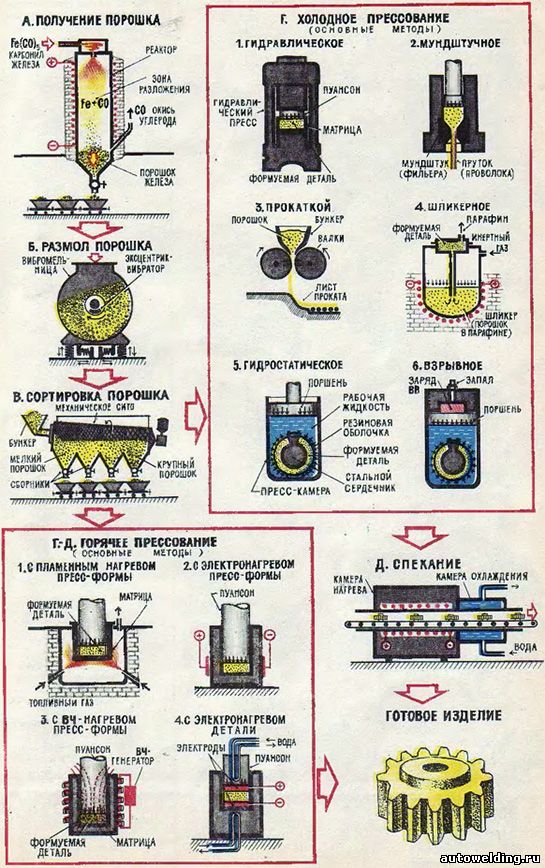
И тогда Соболевский решил «обмануть» металл. Он взял платину, полученную в результате химической обработки руд в виде пористой «губки», заполнил ею форму для монет, спрессовал, а затем нагрел примерно до 1 000 градусов. И неожиданно металл поддался: минуя плавление, металл в формах превратился в платиновые монеты, по внешнему виду не отличающиеся от литых! Так в 1826 году русский инженер впервые в истории мировой техники создал и осуществил метод порошковой металлургии, который под названием гидравлического прессования сохранил свое значение и по сей день. И лишь спустя три года аналогичный метод изготовления металлических изделий из платины, получивший позднее наименование порошковой металлургии, был вторично «открыт» в Англии Волластоном.
Почему частицы металла, не превращаясь 8 жидкий расплав, тем не менее соединились в монолит? Объясняется это просто; давление при прессовании вызвало деформацию частиц, они сплющились, и поверхности их контакта резко увеличились. А нагрев, хотя и недостаточный для плавления металла, повысил интенсивность диффузии атомов. В результате частицы металла обрели новое свойство — они начали «прорастать» друг в друга, спаиваться, или, как принято говорить сегодня, спекаться. Конечно, этот механизм стал понятен значительно позднее. А тогда, в 1826 году, важен был сам факт; металл без плавления можно формовать в прочные изделия.
Работы Соболевского заставили ученых внимательно проанализировать структуру железа загадочных делийских колонн, изготовленных буддийскими монахами. И вскоре секрет их изготовления был разгадан. Древние индусы ручным способом ковали горячие куски железной «губки», перемешанной с древесным углем. А так как уголь (углерод) является прекрасным восстановителем, то при спекании частиц железа происходило восстановление окислов в металл, а инородные примеси превращались в летучие соединения, которые легко отделялись от спекаемой массы. Отсюда и секрет удивительной устойчивости делийских колонн к окислению — он кроется прежде всего в высокой чистоте железа. Чистое же, без примесей других веществ железо, как известно, практически не подвергается коррозии.
Работы археологов подтвердили, что методом порошковой металлургии пользовались многие древние народы, Например, в гробнице египетского фараона Тутанхамона, жившего в XIV веке до нашей эры, было найдено 16 железных лезвий, - железный подголовник, кинжал и амулет, украшенные порошковым золотом. Ковкой порошка была изготовлена и спинка уникального золотого тронного кресла фараона.
Одной из задач этого бюро и стало освоение методов порошковой металлургии. В это время страна приступила к осуществлению грандиозного ленинского плана ГОЭЛРО. Чтобы зажечь в тысячах домов «лампочку Ильича», нужно было научиться изготовлять вольфрамовые нити. Между тем вольфрам обладает исключительно высокой температурой плавления — около 3 400 градусов,— и потому производство нитей из него было решено вести методом порошковой металлургии: путем продавливания порошка металла сквозь фильеры с последующим спеканием. В результате уже в двадцатых годах в Москве было начато производство тугоплавкой проволоки для электроламп.
Конец двадцатых—начало тридцатых годов ознаменовались еще одним шагом в области порошковой металлургии — с помощью ее методов стали изготовлять надежные металлокерамические фильтры, способные работать в широком диапазоне температур и давлений. Сегодня такие фильтры можно встретить и в масляных насосах автомобилей, и в химических реакторах, и в топливных системах самолетов, и в различных вентиляционных устройствах. Одно из преимуществ методов порошковой металлургии при изготовлении таких фильтров состоит в том, что, заполнив порошком форму и регулируя степень его обжатия, можно получать структуры с заданной пористостью.
Позднее оказалось, что при изготовлении высокопористых фильтров можно вообще отказаться от прессования и ограничиться одним спеканием. Этот метод получения фильтров получил название формования «в насыпку» — в нем частицы засыпались в форму и после нагревания спаивались только в местах касания. Вот тут-то и выявилась огромная роль формы и размеров частиц исходного порошка: наиболее совершенные фильтры получались при спекании частиц, размеры которых были одинаковы, а форма близка к идеально сферической. Сделав отступление, следует сказать, что роль размеров и формы исходных частиц при изготовлении и других металлокерамических изделий оказалась настолько большой, что потребовала создания целого ряда высокоточных методов получения, измельчения и сортировки исходных порошков.
Как это обычно бывает, методы порошковой металлургии не сразу пробили себе дорогу в большую технику. Там, где другие способы были явно непригодны, как, например, при получении вольфрамовых и молибденовых нитей, они, естественно, сразу были приняты на вооружение. Ног скажем, в машиностроении, где речь шла о производстве крупных деталей сложных форм, на совершенствование и внедрение этих методов понадобились годы. Однако то обстоятельство, что методы металлокерамики позволяли снизить температуры процесса изготовления деталей на сотни и даже на тысячи градусов, не могло не заинтересовать технологов. И когда этот интерес наконец воплощался в конкретный производственные процессы, он неизменно приносил щедрые плоды.
В этом отношении показателен пример американской фирмы «Дженерал электрик». Обеспокоенная огромными отходами — например, при изготовлении шестерен масляного насоса автомобиля в стружку превращалось до 65 процентов металла,— она решила применить методы порошковой металлургии. Дешевый порошок, полученный восстановлением рудных концентратов углеродом, размалывался в мельницах и просеивался. А затем методом, в принципе похожим на тот, который был предложен еще Соболевским при «чеканке» монет, он формовался в детали на гидравлических прессах-автоматах и спекался в печах. При этом получались детали, годные к употреблению без механической обработки, а количество отходов уменьшилось с 65 до 1 процента! Больше того, вместо трех человеко-дней на изготовление ста шестерен автомат затрачивал всего лишь одну минуту!
И гидравлическое прессование и протяжка через фильеры сегодня уже стали классическими методами металлокерамики. За последние годы древняя наука буддийских монахов пережила бурное развитие, пополнившись новыми способами и приемами. Один из таких способов — это так называемое шликерное литье. Шликер — это смесь металлического порошка с парафином или другим легкоплавким компонентом. Нагретая до 60 градусов, она как бы обретает свойства расплавленного металла — благодаря носителю - парафину становится текучей и под давлением легко заполняет любую форму. При спекании же парафин выплавляется, а оставшийся в форме порошок «спаивается» в деталь. Этим методом удобно изготавливать пористые фильтры в виде трубок, стаканов и других сложных форм.
Естественно, описанные методы не могли удовлетворить все потребности практики. Поэтому, например, такая задача, как изготовление металлических лент для производства деталей муфт сцепления и тормозов, была решена красиво и технологично с помощью прокатного стана. Здесь порошок из бункера непрерывно поступает в щель между вращающимися валиками стана, сдавливается ими и, спрессовавшись в непрерывную ленту, поступает в печь на спекание.
Особого подхода требуют и процессы изготовления деталей с высокой однородностью структуры, для чего при прессовании необходимо обеспечить равномерное обжатие формы со всех сторон. Для решения подобных задач очень удобным оказался метод изостатического (гидростатического) прессования, в котором роль промежуточного тела, обеспечивающего равномерность обжатия, играет какая-либо жидкость, например, глицерин, Подобный принцип использован и в одном из последних методов порошковой металлургии — прессовании с использованием силы взрыва. Для этой цели, в частности, могут применяться стволы отслуживших свой срок боевых орудий. Эти стволы устанавливают в вертикальных железобетонных шахтах, в них загружают «заготовки» из порошка, помещенного в пластиковые формы, затем прямо в стволы заливается жидкость, вставляется заряд, и производится взрыв. Благодаря огромной скорости обжатия полученные таким способом детали после спекания обладают особо высокими качествами. Правда, пока этот метод еще не вышел из стен лабораторий.
Вместе с тем процессы холодного прессования с последующим спеканием сегодня уже зачастую не устраивают технологов. Особенно когда речь идет о получении высококачественных изделий крупных размеров и сложных форм,— в них иногда трудно избежать присутствия снижающих прочность пор. Поэтому техника металлокерамики в 70-х гг. ХХ века пополнялась такими методами изготовления деталей, как горячее прессование, спекание под давлением, горячее уплотнение в автоклавах, горячее прессование в вакууме и ряд других.
За последние годы металлокерамика пережила бурное развитие. Перечислить все детали и изделия, изготавливаемые методами порошковой металлургии в массовом количестве, просто невозможно. Вольфрамовые нити и молибденовые «крючки» в лампах освещения и радиолампах. Многочисленные карбонильные сердечники, без которых немыслима работа телевизоров, приемников и передатчиков, а также многоканальная дальняя проводная телефонная связь. Резцы с пластинками из твердых металлокерамических сплавов и фильеры для протяжки проволоки. Алмазо-металлические диски и коронки, металлокерамические пористые подшипники, железографитовые изделия и фрикционные детали для муфт сцепления. Пористые фильтры для очистки газа, горючего и масел в автомобилях, в машиностроении и в химии. Множество деталей сложной формы — шестерни, гайки, державки, кольца,..