

Сварочное оборудование - Преобразователи сварочные
Преобразователи сварочные
Сварочный преобразователь представляет собой комбинацию электродвигателя переменного тока и сварочного генератора постоянного тока. Электрическая энергия сети переменного тока преобразуется в механическую энергию электродвигателя, вращает вал генератора и преобразуется в электрическую энергию постоянного сварочного тока. Поэтому КПД преобразователя невелик: из-за наличия вращающихся частей они менее надежны и удобны в эксплуатации по сравнению с выпрямителями. Однако для строительно-монтажных работ использование генераторов имеет преимущество по сравнению с другими источниками благодаря их меньшей чувствительности к колебаниям сетевого напряжения.
Для питания электрической дуги постоянным током выпускаются передвижные и стационарные сварочные преобразователи. На рис. 11 показано устройство одно-постового сварочного преобразователя ПСО-500, выпускаемого серийно нашей промышленностью.
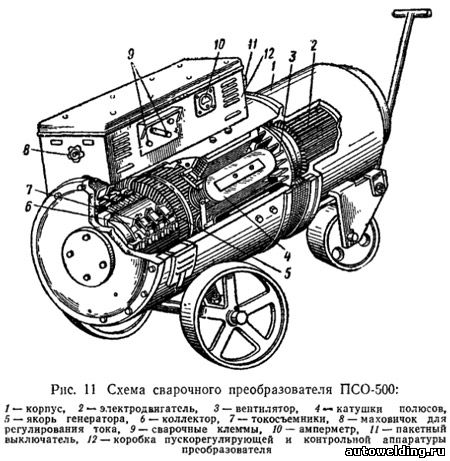
Однопостовой сварочный преобразователь ПСО-500 состоит из двух машин: из приводного электродвигателя 2 и сварочного генератора ГСО-500 постоянного тока, расположенных в общем корпусе 1. Якорь 5 генератора и ротор электродвигателя расположены на общем валу, подшипники которого установлены в крышках корпуса преобразователя. На валу между электродвигателем и генератором находится вентилятор 3, предназначенный для охлаждения агрегата во время его работы. Якорь генератора набран из тонких пластин электротехнической стали толщиной до 1 мм и снабжен продольными пазами, в которых уложены изолированные витки обмотки якоря. Концы обмотки якоря припаяны к соответствующим пластинам коллектора в. На полюсах магнитов насажены катушки 4 с обмотками из изолированной проволоки, которые включаются в электрическую цепь генератора.
Генератор работает по принципу электромагнитной индукции. При вращении якоря 5 его обмотка пересекает магнитные силовые линии магнитов, в результате чего в обмотках якоря наводится переменный электрический ток, который при помощи коллектора 6 преобразуется в постоянный; с щеток токосъемника 7, при нагрузке в сварочной цепи, ток течет с коллектора к клеммам 9.
Пускорегулирующая и контрольная аппаратура преобразователя смонтирована на корпусе 1 в общей коробке 12.
Преобразователь включается пакетным выключателем 11. Плавное регулирование величины тока возбуждения и регулирование режима работы сварочного генератора производят реостатом в цепи независимого возбуждения маховичком S. С помощью перемычки, соединяющей дополнительную клемму с одним из положительных выводов от последовательной обмотки, можно устанавливать сварочный ток для работы до 300 и до 500 А. Работа генератора на токах, превышающих верхние пределы (300 и 500А), не рекомендуется, так как возможен перегрев машины и нарушится система коммутации.
Величина сварочного тока определяется амперметром 10, шунт которого включен в цепь якоря генератора, смонтированного внутри корпуса преобразователя.
Обмотки генератора ГСО-500 выполняются из меди или алюминия. Алюминиевые шины армируют медными пластинками. Для защиты от радиопомех, возникающих при работе генератора, применен емкостный фильтр из двух конденсаторов.
Перед пуском преобразователя в работу необходимо проверить заземление корпуса; состояние щеток коллектора; надежность контактов во внутренней и внешней цепи; штурвал реостата повернуть против часовой стрелки до упора; проверить, не касаются ли концы сварочных проводов друг друга; установить перемычку на доске зажимов соответственно требуемой величине сварочного тока (300 или 500 А).
Пуск преобразователя осуществляется включением двигателя в сеть (пакетным выключателем 11). После подсоединения к сети необходимо проверить направление вращения генератора (если смотреть со стороны коллектора, ротор должен вращаться против часовой стрелки) и в случае необходимости поменять местами провода в месте их подключения к питающей сети.
Правила безопасности при эксплуатации сварочных преобразователей
При эксплуатации сварочных преобразователей необходимо помнить:
- напряжение на клеммах двигателя, равное 380/220 В, является опасным. Поэтому «ни должны быть закрыты. Все подсоединения со стороны высокого напряжения (380/220 В) должен осуществлять только электрик, имеющий право на производство электромонтажных работ;
- корпус преобразователя должен быть надежно заземлен;
- напряжение на клеммах генератора, равное при нагрузке 40 В, при холостом ходе генератора ГСО-500 может повышаться до 85 В. При работе в помещениях и на открытом воздухе при наличии повышенной влажности, пыли, высокой окружающей температуры воздуха (выше 30oС), токопроводящего пола или при работе на металлических конструкциях напряжение выше 12 В считается опасным для жизни.
При всех неблагоприятных условиях (сырое помещение, токопроводящий пол и др.) необходимо пользоваться резиновыми ковриками, а также резиновой обувью и перчатками.
Опасность поражения глаз, рук и лица лучами электрической дуги, брызгами расплавленного металла и меры защиты от них те же, что и при работе от сварочных трансформаторов.
Источник: Фоминых В.П. Электросварка
