

Сварочное оборудование - Аппараты для механизированной дуговой сварки и наплавки плавящимся электродом
Аппараты для механизированной дуговой сварки и наплавки плавящимся электродом
При механизированной дуговой сварке и наплавке плавящимся электродом наибольшее распространение получили шланговые полуавтоматы, которые классифицируют последующим признакам (ГОСТ 18130—79 Е):
- по способу зашиты зоны дуги (Г — в активных защитных газах; И — в инертных газах; У — в активных и инертных газах; Ф — под флюсом; О — открытой дугой);по виду электродной проволоки — сплошной стальной проволокой, сплошной проволокой из алюминия и его сплавов, стальной порошковой проволокой;
- по способу охлаждения горелки — с естественным, с принудительным водяным или газовым;
- по способу регулирования скорости подачи электродной проволоки — с плавным, ступенчатым, плавно-ступенчатым;
- по способу подачи электродной проволоки — толкающего, тянущего и тянуще-толкающего;
- по конструктивному исполнению — со стационарным, передвижным или переносным подающим устройством.
Все исполнения, кроме исполнений по способу защиты зоны дуги, в обозначении полуавтоматов не учитываются.
В состав наиболее распространенных шланговых полуавтоматов входят (рис. 1.5):
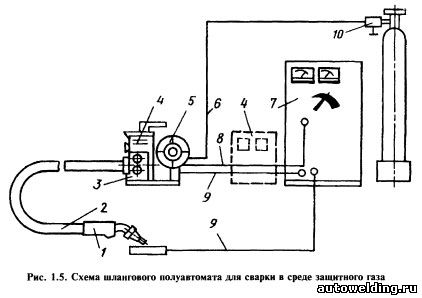
горелка 1 (комплект) со шлангом 2; механизм 3 подачи электродной проволоки; кассета 5; катушка или другие устройства, являющиеся емкостями для электродной проволоки; шкаф 4 или блок управления, если он конструктивно не объединен с источником питания; источник питания 7 (по согласованию с потребителем полуавтомат может поставляться без источника питания); провода 9 для сварочной цепи и 8 цепей управления; редактор 10 и аппаратура для регулирования и измерения расхода газа; шланг 6 для газа в полуавтоматах для сварки в защитных газах; подогреватель газа в полуавтоматах для сварки в среде углекислого газа, устройство для подачи флюса в полуавтоматах для сварки под флюсом; специальный инструмент, запасные и быстроизнашивающиеся составные части полуавтомата, а также эксплуатационная документация.
Полуавтоматы для сварки без внешней защиты не имеют газовой аппаратуры и устройств подачи флюса. Основные параметры полуавтоматов для дуговой сварки и наплавки плавящимся электродом должны соответствовать ГОСТ 18130-79 Е.
Полуавтоматы для дуговой сварки и наплавки в защитных газах плавящимся электродом
Защита зоны дуги сварочной ванны в полуавтоматах для дуговой сварки (наплавки) в среде защитных газов плавящимся электродом осуществляется активными или инертными газами, а также их смесями. Полуавтоматы этой группы надежны в работе, просты в обслуживании, позволяют выполнять сварку в любых пространственных положениях изделия и наблюдать за дугой, имеют сравнительно невысокую стоимость.
При импульсно-дуговой сварке плавящимся электродом (ИДСП) в качестве защитной среды вместо обычно применяемого углекислого газа или его смеси с кислородом используется аргон и аргоноокислительные смеси. В среде углекислого газа импульсно-дуговая сварка плавящимся электродом (ИДСП) не нашла применения. При ИДСП на постоянном (базовом) токе, сила которого может быть очень небольшой, периодически накладываются импульсы тока с частотой в несколько десятков герц, что вызывает отделение капли. По сравнению со сваркой неплавящимся электродом ИДСП позволяет в 3—8 раз повысить производительность труда и значительно снизить деформации в процессе ее выполнения при практически одинаковом качестве сварных соединений. ИДСП может применяться для конструкций ответственного назначения из сталей различных марок, алюминиевых, медных, никелевых сплавов и титана толщиной 1 мм и более при выполнении швов во всех пространственных положениях.
На рис. 1.6 приведен полуавтомат ПДГ-516.

Полуавтоматы для сварки и наплавки без внешней защиты дуги и под флюсом плавящимся электродом. В этой группе полуавтоматов применяется порошковая самозащитная проволока или используется внешняя защита зоны дуги и сварочной ванны с помощью флюса. В зону сварки флюс поступает из укрепленной на горелке небольшой воронки либо из отдельно расположенного бункера по гибкому резиновому шлангу со струей сжатого воздуха. Процесс ведется с применением электродной проволоки диаметром 1,6...2,0 мм при высоких плотностях силы тока. Это обеспечивает глубокое проплавление и сварку металла большой толщины за один проход. При сварке самозащитной порошковой проволокой процесс ведется в любом пространственном положении, а при сварке под флюсом — преимущественно в нижнем положении.
