Немного теории и основные требования к сварочному инвертору
Для понимания принципов построения сварочного источника инвертора необходимо немного затронуть процессы возникновения горения сварочной дуги. Начнем с вольтамперной характеристики дуги (в дальнейшем ВАХ). 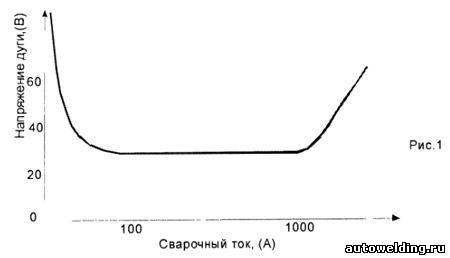
На рис.1 показана ВАХ дуги в общем виде. Как видим при малых токах, примерно до 80А характеристика дуги имеет падающий вид, или если на пальцах - при возростании тока напряжение дуги падает. Это очень интересное свойство душ которое можно и нужно ислользовать! Исходя из приведенного графика можно сделать однозначный вывод - чем выше напряжение, приложенное к искровому промежутку, тем легче процесс возникновения дуги, дуга загорится при токе намного меньше, чем если мы будем пытаться её зажечь на прямолинейном участке ВАХ! Именно с целью облегчения зажигания дуги применяются осцилляторы и различные устройства повышающие выходное напряжение сварочных аппаратов. Стандартное напряжение холостого хода (XX) для инверторных сварочных аппаратов колеблется от 70В до 95В, и зависит только от конструкции вольтодобавки. Основной источник обычно имеет пологопадающую характеристику с крутопадающим хвостовым участком, ограничивающим максимальный ток короткого замыкания (КЗ). Приблизительный график ВАХ сварочного инвертора должен иметь вид, как на рис. 2. Как видим высокое выходное напряжение XX обеспечивает стабильный поджиг и поддерживание устойчивого горения дуги на всех режимах работы. При такой ВАХ сварочного инвертора, легко поджигаются и устойчиво горят электроды всех марок, в том числе электроды для сварки нержавеющих сталей, цветных металлов и чугуна. На рис. 2 показан приблизительный график ВАХ, и реальная ВАХ может значительно отличаться, но в идеале нужно стремиться именно к получению похожей выходной характеристики сварочного аппарата. Мы рассмотрели только участок ВАХ дуги для токов менее 100А, но именно от того, насколько характеристика источника на этом участке будет похожа на характеристику дуги, зависит устойчивость дуги, и как следствие качество сварного шва. Вот мы и сформулировали первое требование к сварочному инвертору - крутопадающая ВАХ. Это обязательное условие, если оно не будет выполнено, то у нас врядли получится сварочный аппарат с достойными параметрами. Рассмотрим следующий участок ВАХ дуги, который начинается после 80А, и продолжается примерно до 800А. На этом участке ВАХ, дуга является стабилизатором напряжения, именно этот участок является наиболее подходящим для переноса расплавленного металла от электрода к свариваемому изделию. Напряжение в дуге на этом участке не зависит от приложенного тока, а зависит только от длины дуги. 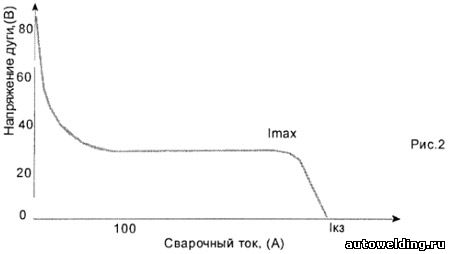
Uд=a+b*L где Uд - напряжение дуги, В;
а - постоянный коэфициент, выражающий сумму падений напряжения на катоде и аноде дуги, не зависящий от длины дуги, В;
b - среднее падение напряжения на единицу длинны дуги, В/мм;
L - длина дуги, мм. Для стальных электродов можно в среднем принять а=10В и b=2В/мм. Тогда напряжение дуги длинной L=4mm составит: U= 10+2*4=18В. При атмосферном давлении, дуга при сварке металлическим электродом горит устойчиво при напряжении 18 - 28В. Это и будет следующее требование к нашему источнику. Во всём рабочем диапазоне, от 1=80А до Imax, напряжение не должно быть меньше 18В, а для стабильной работы не менее 22-24В! А теперь рассмотрим третий, хвостовой участок ВАХ сварочного инвертора. Этот отрезок кривой очень важен для стабильного горения дуги, для ограничения тока КЗ, для ограничения мощности инвертора, для безопасной работы силовых ключей! В разных конструкциях преобразователей он формируется различными способами, и как следствие, имеет разный наклон. В инверторах с ШИМ, ограничение максимального тока силовых ключей организовано через ОС, в качестве датчика может применяться токовый трансформатор. При достижении граничного тока, импульс с токового трансформатора поступает на вход ограничения тока в блок управления, и прерывает управляющий импульс, поступающий на силовые ключи. На осциллограмме это выглядит, как сужение управляющего импульса. И чем больше нагрузка, тем короче становится импульс управления. Напряжение на выходе начинает понижаться, хотя ток растёт. Крутизна этого участка зависит от времени запаздывания реакции контроллера на изменение нагрузки. Для резонансных инверторов, этот участок ВАХ имеет более пологий наклон, его величина зависит только от добротности резонансной LC цепочки, и чем она выше, тем более крутой этот угол. Как видите, если аппарат правильно настроен, то можно обойтись без ОС по току! Ограничение мощности будет происходить автоматически. Именно поэтому считается, что резонансные преобразователи не боятся режима КЗ! И это правда! Вот сформировалось и третье основное требование - ограничение максимального тока силовых ключей! Это самое важное требование! Эти три условия должны быть выполнены в обязательном порядке!. Все остальные требования к сварочному источнику не столь важны. Необходимо о них рассказать. Это:
а) безопасность, сварщик должен быть уверен, что не попадёт под действие напряжения опасного для жизни;
б) наличие защиты от режима длительного КЗ;
в) наличие защиты от перегрева силовых частей аппарата;
г) защищённость от влаги и пыли;
д) наличие системы поджига и стабилизации горения дуги. Источник: Назаров В.И. и др. "Сварочный инвентор. Теория и практика". Рыбинск, 2008
|


