Технология сварки титана и его сплавов
Металл Ti относится к четвертой группе периодической системы элементов. Атомный номер 22, атомная масса 47,9. Титан имеет две аллотропические модификации: низкотемпературную α с гексагональной плотноупакованной решеткой, существующую при температурных ниже 882 °С, и высокотемпературную β с объемноцентрированной кубической решеткой, существующей при температурах вплоть до точки плавления. Температура полиморфного превращения титана в равновесных условиях равна 882,5 °С.При рассмотрении вопросов свариваемости Ti необходимо учитывать следующие особенности его физических свойств. Титан обладает весьма высокой температурой плавления (1668°С) и кипения (3260 °С). Скрытая теплота плавления, а также испарения Ti почти в два раза больше, чем у Fe, поэтому расплавление Ti требует больших затрат энергии. По удельной теплоемкости Ti занимает промежуточное место между Аl и Fe. Поскольку значение коэффициента теплопроводности Ti в четыре раза меньше, чем для Fe, и в 13 раз меньше, чем для Аl, при сварке Ti, во-первых, меньше потерь энергии, чем при сварке стали, а, во-вторых, осуществляется весьма концентрированный нагрев при значительном градиенте температур. В отдельных случаях это может привести к заметному возрастанию внутренних напряжений, что необходимо учитывать при выборе оптимальных режимов сварки конструкций из Ti. Высокое электросопротивление Ti, превосходящее значение такого же показателя для железа почти в 6 раз, а для алюминия — более чем в 20 раз, необходимо учитывать, например, при выборе контактирующих устройств для сварки плавлением с использованием присадочной проволоки. Механические свойства технически чистого Ti невысоки (табл. 25.1) и повышаются в основном за счет легирования. 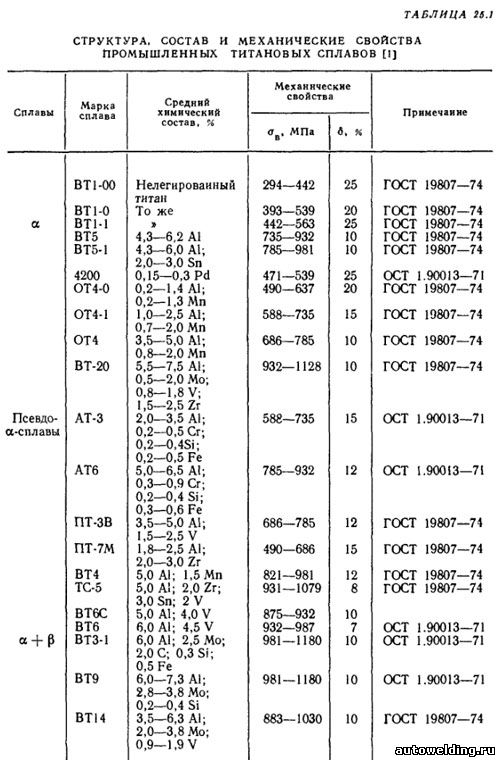
В химическом отношении Ti — весьма активный металл при высоких температурах, особенно в расплавленном состоянии. При комнатной температуре устойчив против окисления. Титан обладает высоким сопротивлением коррозии во многих агрессивных средах. Преимущество его перед другими коррозионностойкими материалами в практически полном отсутствии язвенной и межзеренной коррозии. Наиболее широко сплавы титана используются в сварных конструкциях. Легирующие элементы в значительной степени влияют на температуру полиморфного превращения, растворимость, стабилизацию той или иной фазы. Существуют следующие группы легирующих элементов: 1) α-стабилизаторы, повышающие температуру α→β-превращения, значительно растворяющиеся в α-фазе и незначительно в β-фазе, основным легирующим элементом является алюминий; 2) β-стабилизаторы, делящиеся на две основные группы: изоморфные — неограниченно растворяющиеся в β-фазе (V, Nb, Та, Mo, W) и эвтектоидо-образующие, обладающие большей, но ограниченной растворимостью в β-фазе, чем в α-фазе (Мn, Fe, Cr, Со, Ni, Сu, Si и др.). В зависимости от структуры в нормализованном состоянии титановые сплавы подразделяются на следующие классы: 1) α-сплавы, структура представлена α-фазой;
2) α+β-сплавы, структура представлена α- и β-фазами;
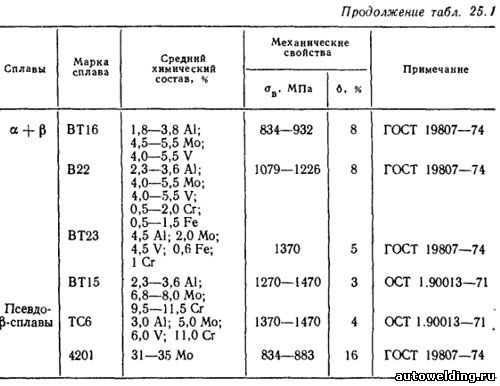
3) β-сплавы, структура которых представлена механически стабильной β-фазой. Существует также два переходных класса: а) псевдо-α-сплавы, структура которых состоит из α-фазы и небольшого количества β-фазы (не более 5%); б) псевдо-β-сплавы, структура которых представлена метастабильной β-фазой и небольшим количеством α-фазы. Основные сведения по титановым сплавам представлены в табл. 25.1. Механические свойства, структура титана и его сплавов зависят от примесей, содержание которых ограничивается следующими пределами, % (по массе): О2<0,15—0,2; N2<0,05; Н2< 0,006—0,01; С<0,1; Fe<0,25—0,3; Si<0,15; сумма прочих примесей не должна превышать 0,3%. Наиболее существенно влияние примесей внедрения (О2, N2, С, Н2). Кислород снижает пластические свойства в области малых концентраций (до 0,1%); в интервале концентраций 0,1—0,5% он относительно мало влияет на пластичность, но при больших содержаниях (>0,7 %) титан полностью теряет способность к пластическому деформированию. Азот полностью охрупчивает титан при содержании более 0,2% Водород—вредная примесь в титановых сплавах, приводящая к охрупчиванию. Перед сваркой с поверхности титана необходимо убирать газонасыщенную пленку, иначе на поверхности может остаться альфированный слой. Сохранение такого слоя недопустимо, так как переход газов из слоя в шов вызывает его охрупчивание. СвариваемостьПоказатели свариваемостиОбязательным условием получения качественного сварного соединения является надежная защита от газов атмосферы. Насыщение металла шва кислородом, азотом и водородом происходит при температурах более 350 °С. Это резко снижает пластичность и длительную прочность сварных конструкций. Сварку необходимо производить в среде защитных газов (аргона или гелия) высокой частоты, под специальными флюсами или в вакууме. Защитные средства должны обеспечивать защиту зоны сварки, ограниченной изотермой более 350 °С. Необходимо также тщательно защищать и обратную сторону шва даже в том случае, если слои металла не расплавлялись, а только нагревались выше этой температуры. Чувствительность к сварочному термическому циклу выражается в протекании полиморфного превращения , в резком росте размеров зерна β-фазы и перегреве на стадии нагрева, в образовании хрупких фаз при охлаждении и старении, неоднородности свойств сварных соединений, зависящих от химического и фазового состава сплава. Перегрев шва и околошовной зоны связан с низкой теплопроводностью титана. Устранить указанные трудности удается применением оптимальных режимов сварки, которые выражаются в снижении погонной энергии для α- и псевдо- α-сплавов и в увеличении погонной энергии для α + β-сплавов.Положительные результаты дает применение концентрированных источников энергии (лазерный и электронный лучи). Титан и его сплавы не склонны к образованию кристаллизационных (горячих) трещин в металле шва. Наиболее распространенными дефектами являются поры и холодные трещины. Поры в сварных соединениях чаще всего располагаются в виде цепочки по зоне сплавления. Они снижают статическую и динамическую прочность соединений. Образование пор может быть связано с попаданием водорода в шов вместе с адсорбированной влагой на присадочной проволоке, флюсе, кромках свариваемых изделий или из атмосферы при нарушении защиты. Для получения беспористых швов необходимо обеспечить требуемую чистоту основного металла и сварочных материалов, сварку выполнять на оптимальных режимах с соблюдением всех требований технологических процессов. Холодные трещины возникают в результате повышенного содержания водорода в сварном соединении в сочетании с растягивающими напряжениями первого рода (остаточными сварочными и от внешней нагрузки). Трещины такого типа могут возникнуть сразу же после сварки, а также после вылеживания сварных изделий до нескольких лет (процесс замедленного разрушения). Радикальными мерами борьбы с холодными трещинами являются: а) снижение газов в основном и присадочном металле: Н2<0,008 %. O2<0,1—0,12 %; N2<0,04%; б) соблюдение технологии сварки для предотвращения попадания паров воды и вредных газов в зону сварки; в) снятие остаточных сварочных напряжений; г) предотвращение возможности наводороживания сварных соединений при эксплуатации. Помимо общих закономерностей свариваемости, отдельные группы титановых сплавов обладают специфическими особенностями. Титановые сплавы, с α- и псевдо-α-структуройНизколегированные титановые сплавы с α- и псевдо-α-структурой удовлетворительно свариваются различными способами сварки плавлением, что выражается в стабильном формировании шва, отсутствии трещин и высоких механических свойствах сварных соединений. Одним из важных критериев свариваемости сплавов этого класса является незначительная чувствительность к изменению режимов сварки. Однофазные α-сплавы имеют широкий интервал скоростей охлаждения, при котором сохраняются достаточно высокие свойства соединений. Наибольшие значения характеристик пластичности сварных соединений достигаются при средних и относительно высоких скоростях охлаждения. Механические свойства сварных соединений α-сплавов, полученных аргонодуговой сваркой без присадки, приведены в табл. 25.2. 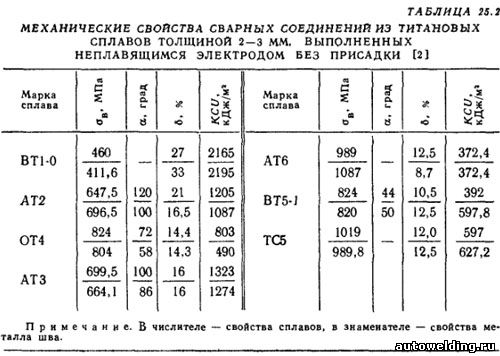
Для обеспечения высокого уровня пластичности швов, равнопрочных основному металлу, используют присадочные проволоки, отличающиеся по химическому составу от основного металла и имеющие по сравнению с ним пониженную концентрацию легирующих элементов (табл. 25.1). Рассматриваемые сплавы не упрочняются термической обработкой. С целью снятия напряжений конструкции с жесткими соединениями подвергаются отжигу, который включает нагрев при температурах выше температуры начала рекристаллизации, но ниже температуры полиморфного превращения и последующее охлаждение на воздухе. Ниже приведены характерные температуры отжига α-сплавов: 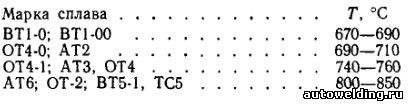
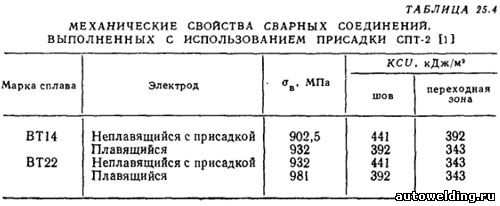
Время отжига составляет 15—60 мин в зависимости от сечения детали. Отжиг сварных соединений α-сплавов титана приводит к повышению сопротивляемости развитию трещин. Нагрев сварных конструкций рекомендуется производить в электрических печах с защитной атмосферой. При возникновении α-слоя его необходимо убирать механическими способами. Двухфазные (α+β)-сплавыДвухфазные конструкционные (α+β)-титановые сплавы по свариваемости уступают α-сплавам, так как более чувствительны к изменению параметров режима сварки, а необходимый уровень свойств достигается в результате термической обработки, применения присадочных материалов или утолщений кромок. Чувствительность двухфазных сплавов к термическим циклам сварки проявляется в существенном изменении механических свойств связных соединений в зависимости от затрат погонной энергии и соответствующих им скоростей охлаждения околошовной зоны. Величина оптимальных скоростей охлаждения зависит от количества легирующих элементов в сплаве, от стабильности β-фазы и кинетики ее распада. В общем случае с увеличением степени легирования (α+β)-сплава величину скорости охлаждения следует уменьшать. Для наиболее распространенного сплава ВТ6 скорость охлаждения не должна превышать 40°С/с. Для более легированных сплавов (ВТ14, ВТ22) независимо от скорости охлаждения (1—600°С/с) наблюдается снижение пластичности околошовной зоны. Поэтому для получения оптимальной структуры и механических свойств околошовной зоны необходим соответствующий выбор параметров режимов сварки применительно к типу соединения. Получение требуемых механических свойств металла шва достигается соответствующим выбором химического состава присадочной проволоки, состав которой должен быть близок к составу основного металла, но с уменьшенной степенью легирования. Для таких высокопрочных сплавов как ВТ14 и ВТ22 дуговая сварка без присадки, т. е. только проплавлением основного металла, не позволяет получить достаточно прочные и пластичные соединения. Эти сплавы сваривают с легированной присадочной проволокой СПР-2, что позволяет получать после сварки и отжига швы, равнопрочные основному металлу при удовлетворительной пластичности и вязкости (табл. 25.4). 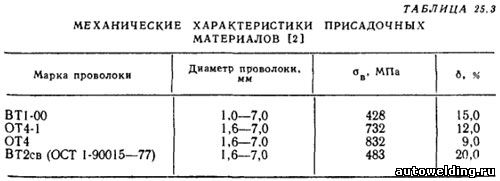
Снижение чувствительности шва к трещинам и повышение работоспособности швов в условиях длительного нагружения достигается отжигом. Необходимость отжига сварных конструкций из (α+β)-сплавов обусловлена прежде всего возникновением в соединениях метастабильных фаз, склонных к распаду при последующих нагревах, а в некоторых случаях и при приложении внешних нагрузок. Рекомендуются следующие режимы отжига для сварных соединений некоторых (α+β)-сплавов титана: 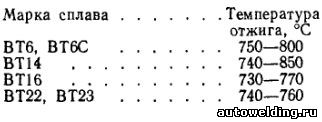
Температура отжига для снятия остаточных напряжений для этих же сплавов составляет 550—650 °С. Высокопрочные титановые (α+β)-сплавы наиболее эффективно применяются в термоупрочненном состоянии. В связи с тем, что после сварки основной металл и сварное соединение имеют различные фазовые составы с отличающейся стабильностью отдельных фаз, режимы термообработки, рекомендуемые для основного металла, как правило, неприемлемы для сварных соединений. Основная трудность в подборе режимов термообработки заключается в снижении пластичности сварных соединений. Термообработка состоит в закалке с последующим старением. В зависимости от химического состава сплава, степени легирования и даже плавки выбирают соответствующие режимы термообработки. Свойства некоторых сплавов, обработанных по оптимальным режимам, приведены в табл. 25.5. 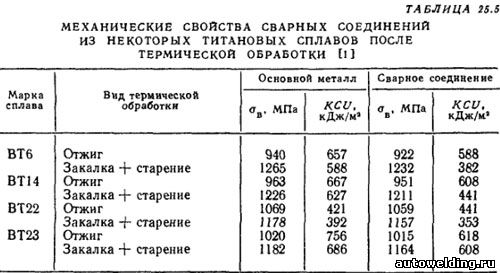
С целью повышения пластичности сварных соединений применяют высокотемпературный отжиг для предварительной подготовки структуры сварного соединения перед упрочняющей термообработкой (рис. 25.1). 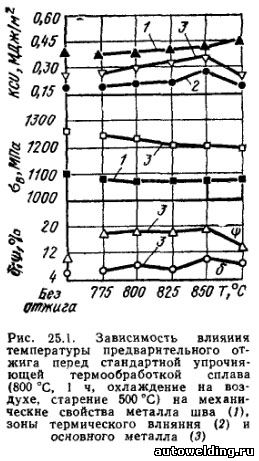
На сплавах типа ВТ22, ВТ23 эффективным методом повышения пластичности сварных соединений является термоциклирование в интервале температур 950— 550 °С, заключающееся в многократном нагреве и выдержке при определенной температуре с последующим медленным охлаждением.Обеспечение равнопрочности соединений при необходимой их пластичности и вязкости в термически упрочненном состоянии достигается путем применения комплексно-легированных присадок с содержанием редкоземельных металлов (V, Gd и др.), Re, Zr, Hf и особых параметров режимов термической обработки (табл. 25.6). Обеспечение равнопрочности также достигается за счет утолщения свариваемых кромок. 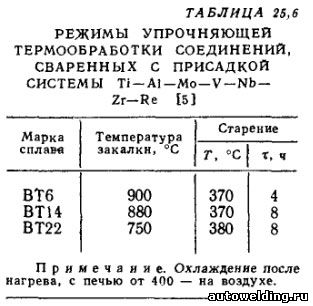
Высоколегированные β-сплавыПри сварке высоколегированных β-сплавов возникают существенные трудности, связанные с повышенной чувствительностью к примесям — газам, спецификой фазовых и структурных превращений в сварных швах и околошовной зоне. Эти сплавы весьма чувствительны к скорости охлаждения после нагрева до высоких температур: с уменьшением скорости охлаждения снижаются пластические характеристики. Оптимальные скорости охлаждения при сварке для сплавов такого типа высоки и находятся в пределах 100—500 °С/с. Наиболее перспективными для β-сплавов титана являются способы, обеспечивающие сварку на жестких режимах. Рекомендуется применять электронно-лучевую сварку, аргоно-дуговую с активирующим флюсом, лазерную. Термическая обработка сварных соединений повышает прочность, но снижает пластичность шва (табл. 25.7). Повышение прочности и пластичности сварных соединений достигается механико-термической обработкой. 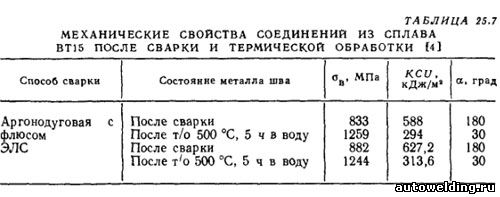
Сплавы со стабильной β-структурой удовлетворительно свариваются всеми видами сварки плавления. При изготовлении конструкций из титановых сплавов используют следующие способы сварки: дуговая — в среде защитных газов, неплавящимся и плавящимся электродом, электронно-лучевая, лазерная, плазменная, электрошлаковая, контактная, диффузионная, сварка взрывом, а также пайка. Волченко В.Н. "Сварка и свариваемые материалы", том 1. -М. 1991
| 

