Сварка в производстве оружия в зарубежных странах
Применение новых технологий для производства вооружения началось в Германии в конце 1920-х гг. Здесь в сварке увидели средство обойти ограничения по водоизмещению боевых кораблей, установленные Версальским договором. Не превышая разрешенных 10 000 т, конструкторы сумели разместить на крейсерах мощное вооружение — благодаря тому, что масса сварного корпуса стала на 15% меньше клепаного. С 1930 г. возросли темпы строительства кораблей в Германии. Корпуса линкоров, подводных лодок изготавливали с помощью ручной дуговой сварки. По технологии, разработанной концерном Круппа, бронированные плиты бортов, палуб, башен и рубок сваривались «хромоникельмолибденовыми электродами». После того, как в обшивке корпуса судна, в швах, выполняемых электродами с тонким покрытием, обнаружились трещины и поры, на верфях Германии начали применять электроды с толстым покрытием, добившись удовлетворительного качества швов. Боевым испытаниям танки подвергали в Испании. Против танков советского производства Т—26 и БТ—5 воевали немецкие танки, броню которых легко пробивали снаряды наших пушек. Официально Вторая мировая война в Европе началась 1 сентября 1939 г. нападением фашистской Германии на Польшу. Когда польская кавалерия оказалась бессильной перед наступлением немецких танковых армий, стало окончательно ясно, что техника в этой войне должна сыграть решающую роль. В промышленности западных стран началась интенсификация производства военной техники. Повсеместно вырос спрос на сварку. Компании, занимающиеся сваркой, лаборатории вузов и секций сварочных обществ начали переключаться на решение проблем, которые возникали в связи с освоением и увеличением выпуска вооружений. Работы приняли два характерных направления: совершенствование известных технологий сварки и поиск новых технологий. Целью первого направления было ускорение производства и повышение качества вооружения из броневых сталей, изготовленных дуговой сваркой под флюсом голой проволокой. Вторым направлением была разработка новых или известных, но ранее не нашедших широкого применения способов сварки (гелиедуговая сварка и др.). 1 января 1942 г. в войну вступили и США. В этом году объем сварочного производства в стране вырос более чем на 300% по сравнению с 1940 г. Начали использовать процессы и изделия, которые ранее практически оставались без употребления — электроды с высококачественной обмазкой для сварки специальных сталей, дуговую сварку под флюсом, сварку в инертных газах, сварку и резку под водой. Возникла необходимость в сварочном оборудовании для выпуска новых изделий. Производство самолетов, танков и других моторизованных средств было развернуто на предприятиях индустриального узла Детройта. В крупном индустриальном центре в Питтсбурге к началу войны было развернуто производство орудий. В годы войны производственная мощность обрабатывающей промышленности значительно возросла, увеличилась ее энерговооруженность. С середины 1940 г. до 1944 г. было построено на средства бюджета 2398 весьма крупных государственных промышленных предприятий. Кроме того, также за государственный счет, были реконструированы многие старые заводы. В западных регионах США практически заново были созданы такие отрасли, как самолетостроение и судостроение. В северо-восточных районах, особенно в штате Мичиган, на базе автомобилестроительных предприятий было развернуто крупное производство танков, самоходных орудий, самолетов и военных автотракторных средств. С 1939 по 1943 гг. объем производства вооружений вырос в семь раз. В США, стране, значительно удаленной от фронтов, большое внимание уделяли строительству морского транспорта. Была разработана новая программа, по которой тоннаж флота к 1946 г. должен был увеличиться более чем в 2,5 раза. Значительную роль отводили рационализации производства. Было ограничено допускаемое к постройке количество типов судов; материалы для их изготовления были стандартизованы; организована постройка секциями, которые изготавливали в цехах, — тем самым было значительно сокращено время пребывания строящихся судов на стапелях. Не последнюю роль в ускорении строительства отводили сварке, преимущественно электродуговой, почти полностью заменившей клепку. Объемы строительства военных кораблей в США намного превзошли планируемый выпуск. За четыре года (1941—1944 гг.) было построено 1162 боевых судна общим водоизмещением 3570 тыс. т. Что касается транспортного флота, то для упрощения производства были выбраны три типа судов — сухогрузы «Либерти» и «Виктори» и танкер Т2. Для их серийного производства к концу 1940 г. специально соорудили новые верфи и перестроили старые. Их оснастили сварочным оборудованием, для работы на котором срочно прошли обучение инженеры и рабочие. Позже к строительству судов подключились и верфи Канады. Прототипом судна типа «Либерти» послужил британский сухогруз водоизмещением 10 000 т с двойным дном, спроектированный в 1886 г. Во время Первой мировой войны такие суда уже строили в США. На верфи «Хот айленд ярд» (Филадельфия) цикл постройки с помощью клепки составлял 253 дня. Для разработки сварного варианта от Регистра Ллойда (Великобритания) в помощь судостроителям США были командированы инженеры. В сентябре 1941 г. на верфи «Бетлехемфэа-филд» (шт. Балтимора) был спущен на воду первый корабль этой серии — «Патрик Генри». В январе 1943 г. их было уже около 500. Только за 1942 г. благодаря замене клепаной конструкции и технологии клепки на сварную конструкцию и сварку судов было сэкономлено 500 тыс. т стали. Цикл постройки сократился до 50 дней. На верфи «Ричмонд ярд» (Калифорния) был поставлен рекорд сборки и сварки корпуса — четыре дня. Для сокращения времени и уменьшения стоимости изготовления, снижения напряжений и деформаций была разработана схема «расчленения» корпуса на секции, число которых определялось размерами судна (рис. 110). Каждую секцию сваривали из отдельных листов и элементов набора, что позволяло изготавливать судно на своеобразной поточной линии в цехе одновременно на нескольких участках. Объемные (основные) секции состояли из плоскостных секций бортов, палуб, второго дна, переборок (рис. 111). Для сварки листов обшивки, толщина которых достигала 20 мм, и приварки элементов набора применяли дуговую автоматическую сварку под слоем флюса. Стыки листов соединяли, как правило, за два прохода; для формирования обратной стороны шва использовали медную подкладку. Однако такие элементы набора корпуса, как киль, ахтерштевень и форштевень, были значительно толще. Для их соединения применяли в основном термитную сварку. Количества теплоты, выделяющейся при реакции порошка алюминия с оксидом железа, было достаточно для расплавления свариваемых кромок и образования шва всего за 30 с. Тем самым соблюдалось условие ускорения процессов при строительстве кораблей. Все монтажные швы выполняли ручной дуговой сваркой электродами с качественным покрытием. Для уменьшения деформаций применяли многослойную обратно-ступенчатую сварку. За период с 1938 по 1946 г. в США и Канаде было сварено 4692 судна, из них 2560 серии «Либерти» и 1000 танкеров. Таким образом, была решена проблема перевозок и защиты побережья и военно-морских баз от нападения с моря. Значительный вклад в решение этой проблемы, а вместе с тем и вклад в победу над фашизмом внесла сварка. 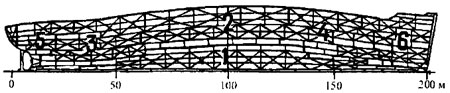
Рис. 110. Схима сборки н сварки корпуса судна на верфи фирмы «Ингол шипбилдинг» (цифрами обозначена последовательность сборки корпуса из объемных секций, выделенных утолщенными линиями) 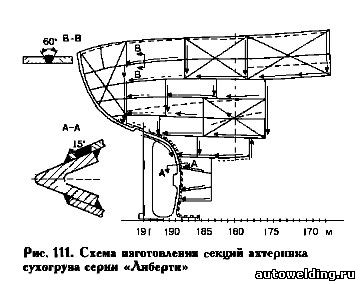
Следует сказать о нашумевшей в то время истории с разрушением цельносварных судов. Наиболее показательным был разлом на две половины танкера «Шенектеди» 16 января 1943 г. прямо в доке, на глазах у строителей. Через два месяца при спокойном море у входа в Нью-йоркский порт разломилось еще одно судно. Затем крупное транспортное судно, предназначенное для плавания по большим озерам, еще до спуска на воду разошлось по швам верхней палубы и бортов, а еще один корабль серии «Либерти», стоявший у мола, треснул по продольному шву обшивки. Сведения о неожиданно возникающих трещинах в швах и в околошовной зоне поступали в Американское бюро судостроения еще в начале 1941 г. Часть судов была снята с эксплуатации, возникли сомнения в правильности технологии изготовления. Следственная комиссия, приступившая к работе в январе 1943 г, не выявила каких-либо особых условий нагрузки, которые объяснялись ударными или резонансными явлениями, что позволило бы дать происшедшему традиционные объяснения. Основной причиной комиссия сочла остаточные напряжения, неизбежные при сварке. Сторонники клепаных корпусов, подчеркивая этот недостаток сварки, отмечали, что монолитное соединение из-за своей «непрерывности» не препятствует распространению трещины с одного листа на другой, а следовательно, и разлому всей конструкции, а в клепаном соединении трещина «останавливается» у края листа и отверстия заклепки. Тем не менее, экономические преимущества и выигрыш во времени говорили в пользу сварки. Специалисты отмечали, что причиной разрушения могли быть некачественные швы, выполненные в наспех подготовленных цехах с некачественным оборудованием неквалифицированными рабочими. Кроме того, даже самые напряженные и ответственные соединения не подвергали рентгеновскому контролю. В апреле 1943 г. под эгидой Отдела металлургии Национального бюро стандартов была создана еще одна комиссия. Она установила, что разрушения происходили при пониженных температурах в местах, подверженных большим статическим и динамическим напряжениям, а швы, как правило, имели дефекты. Был сделан вывод и о недостатках основного материала — использованные стали имели значительное содержание магния, кремния, повышенное содержание фосфора и углерода. Было предложено изменить конструкцию и геометрию люков (в местах, где чаще всего обнаруживали трещины). При переходе с клепки на сварку эти места были усилены внутренними угольниками, однако прямоугольные контуры остались такими же, какими были спроектированы под клепку. В 1943 г. было решено перейти к строительству более быстроходных, чем «Либерти», судов типа «Виктори» на лучше оборудованных верфях. В этих судах конструкция люка была изготовлена с учетом особенностей условий работы сварного соединения. Более того, по линии соединения несущих элементов набора, палубы и комингса люка предусмотрели клепаную продольную накладку с тем, чтобы остановить распространение возможных трещин. Аварии прекратились. Но все эти факты дали толчок к развертыванию исследовательских работ и созданию Института сварки США. С 1947 по 1951 г. в целом из-за конструктивных недостатков и дефектов сварки полностью разрушились 8 судов (т. е. 0,17% от общего количества изготовленных в годы войны) и 127 ед. (2,7%) получили серьезные повреждения, которые удалось ликвидировать. Это незначительная часть построенных с помощью сварки на верфях Американского континента судов и меньше, чем затонуло от немецких торпед. Сварку применяли и в строительстве американских подводных лодок. В судостроении США впервые был применен способ «Аркэйр» — способ резки металлов угольной дугой со сжатым воздухом, разработанный М. Д. Степатом. С августа 1942 г. по май 1943 г. в Атлантическом океане и Северном море находилось уже 102 германских подводных лодки, которые потопили суда союзников общим водоизмещением 4 млн. брутто-регистровых тонн. К концу 1942 г. США и Великобритания были уже в состоянии компенсировать потери строительством новых кораблей. В следующем году благодаря усилению средств противолодочной обороны союзников потери Германии в подводных лодках стали невосполнимы. Перевесу в борьбе на морях способствовали воздушная война, бомбардировки верфей и военно-морских баз Германии, а также интенсификация строительства кораблей не только в США, но и в Великобритании. Сварке обязано ускорение производства вооружения и в других воюющих странах. Как известно, Великобритания стала первой страной в мире, допустившей сварку в судоремонт и судостроение. Однако с 1926 по 1936 г. большого прогресса сварочного производства в судостроении здесь не было. Толчком к развитию сварных конструкций в Великобритании послужило известие о строительстве военного флота в Германии, в том числе подводных лодок. Тогда, чтобы ускорить производство, сварку начали применять для изготовления ответственных узлов корпусов кораблей. К началу войны Великобритания уже располагала цельносварными кораблями. В 1943 г. конструкторским бюро «Чатмэн докъярд» была спроектирована подводная лодка длиной 37 м и диаметром более 5 м. Корпус делился на 9 секций, масса каждой из которых соответствовала грузоподъемности цеховых кранов. Элементы прочного корпуса — бимсы, стрингеры из согнутых полос — изготавливали с помощью ручной дуговой сварки. Затем из согнутых листов и набора сваривали объемные секции. Во время сварки секции поворачивали так, чтобы все швы можно было выполнять в нижнем положении. Ряд швов были сварены с использованием автомата голой проволокой под флюсом. Почти во всех случаях кромки перед сваркой предварительно подогревали. Следует отметить, что сварка заменила не только клепку, но и литье фор- и ахтерштевней, бимсов, деталей торпедных аппаратов, люков и др. В период войны резко возросла потребность в металле. От 30 до 60 т весил танк, 420 толстых стальных листов шло на каждое судно типа «Либерти». Увеличение производства металла вызвало рост добычи и импорт руды, идущей на производство броневых сталей, алюминия, меди и др. Так, в 1938 г. США добывали 11,6 тыс. т марганца (по содержанию металла в руде), в 1942 г. — 90 тыс. т. а в 1943 г. — 95 тыс. т. За это время импорт марганцевой руды в США (главным образом из СССР, Бразилии, ЮАР и Кубы) вырос от 246 до 638 тыс. т (по содержанию металла). За период с 1.07.1940 г. до 1.01.1945 г. в США было выпущено 75 тыс. танков, 130 тыс. самоходных орудий, 55 тыс. полевых пушек, 40 тыс. зенитных орудий, 71 тыс. мортир, 2422 тыс. пулеметов, более 10 млн. винтовок и карабинов. Усовершенствование технологии изготовления бронированных боевых машин для многих стран стало важнейшей задачей еще в начале 1930-х гг. В сварных соединениях специальных легированных сталей часто возникали трещины. Однако уже в 1929 г. фирма «Пульман Стандард кар мэнью фекчуринг» (США) получила вполне удовлетворительные результаты при дуговой сварке тонких броневых листов, а в 1931 г. там был спроектирован и изготовлен цельносварной броневик. В феврале 1933 г. из цеха той же фирмы вышел первый бронепоезд. Новая военная техника была испытана специалистами Ассоциации американских дорог и получила положительную оценку. Когда в 1941 г. фирма получила задание на выпуск танков, пригодился приобретенный ранее опыт сварки брони. Клепка была отвергнута. Тем более, что за 18 месяцев до этого сваренные фирмой «Пульман Стандард» броневые плиты выдержали обстрел в Абендингском арсенале, что окончательно убедило военных в возможности выпуска цельносварных танков. В Великобритании сварку броневых конструкций также начали с броневиков. В 1939 г. вместо клепки 8—14-миллиметровые плиты из низколегированных (никельхромомолибденовых) сталей соединили ручной дуговой сваркой. Аустенитные электроды и технология были разработаны еще в 1930 г. исследовательским отделом фирмы «Вульви». Для серийного производства бронированных джипов были спроектированы позиционеры, обеспечивающие выполнение всех швов в нижнем положении (рис. 112). 
Ко времени официального вступления в войну США сварной танк М—4 только проектировали. По сравнению с клепаным М-3 он имел пушку большего калибра (75 мм), литую или сварную башню. В выполнении программы по выпуску цельносварных танков участвовала фирма «Пульман Стандард», которая разработала технологию сварки корпуса и башни. В цехе была организована конвейерная линия сборки и сварки корпусов на 24 позиции (рис. 113). Многослойную ручную дуговую сварку выполняли в нижнем положении, для чего конструкции размещали в позиционерах. Только для изготовления самой массовой детали — танковых колес из низкоуглеродистой стали — применяли автоматическую сварку под флюсом на оборудовании, разработанном еще в 1940 г.. 
В декабре 1941 г. первый экземпляр тяжелого 60-тонного танка был изготовлен на локомотивном заводе в Балдвине. Корпус танка был сварен вручную. В 1944 г. здесь перешли на дуговую автоматическую сварку под флюсом. При строительстве легких боевых танков клепка также была заменена на сварку. Сварку бронекорпусов боевых машин выполняли как на переменном, так и на постоянном токе. Стыковые соединения собирали с разделкой кромок и притуплением 2 мм и сваривали вручную за несколько проходов. Плавающие автомобили-амфибии были на вооружении американской армии еще в начале XX в. Эту необходимую в новой войне технику стали изготовлять с помощью сварки. Заклепки были заменены 8000 сварных точечных швов и несколькими метрами герметичного шва. Сварными были выполнены не только обшивка и каркас автомобиля, но и сиденья, ящики непотопляемости и др.
Сварку использовали также при производстве стрелкового оружия и пушек. В частности, точечная сварка была применена при изготовлении автомата МЗ калибром 45 мм. Корпус автомата штамповали из листового железа. Стоимость производства благодаря новой технологии снизилась вдвое. В США для ремонта техники, в основном поврежденных танков, применяли мобильные мастерские, смонтированные на джипах. Специальный мотор-генератор обеспечивал силу тока от 40 до 250 А, что позволяло выполнять сварку электродами диаметром до 5 мм. К концу 1944 г. в армии США появился усовершенствованный танк М-24, отличавшийся хорошей маневренностью, вооруженный пушкой 75 мм, пулеметом и зенитным орудием калибром 50 мм. Производство этого танка было поставлено на конвейер. Броневые плиты корпуса собирали в кондукторах, которые поворачивались в удобное для сварки нижнее положение. Во время войны получила развитие газопрессовая сварка цилиндрических изделий, в основном толстостенных трубопроводов из высокопрочных сталей, и других элементов двигателей. Еще до начала Второй мировой войны Германия набрала высокие темпы производства вооружений всех видов, используя в качестве технологии соединения почти повсеместно ручную дуговую сварку. Военная доктрина фашизма была рассчитана на молниеносные войны с отдельными государствами, и германские промышленники не беспокоились о совершенствовании технологии производства, тем более что по мере оккупации Чехословакии, Бельгии, Франции и других стран к выпуску боевой техники для фашистской армии присоединялись машиностроительные заводы этих стран. Уже в ходе войны с Советским Союзом правительство Германии предприняло чрезвычайные меры по тотальной мобилизации как собственных внутренних ресурсов, так и ресурсов стран порабощенной Европы. С 1941 по 1942 г. число иностранных рабочих и военнопленных на заводах рейха увеличилось с 3 млн до 7 млн человек. Танков и штурмовых орудий в 1943 г. было выпущено 10,7 тыс. (т. е. почти на 73% больше, чем в предыдущем году), самолетов 25,2 тыс. (на 71% больше). Тем не менее, в СССР темпы производства вооружений возрастали быстрее, в основном благодаря применению самых совершенных технологий, в том числе и автоматической дуговой сварки, разработанной под руководством Е. О. Патона. За 1941—1945 гг. танков, самоходных артиллерийских установок, орудий и минометов советская промышленность выпустила в два с лишним раза больше, чем промышленность Германии. Оценивая заочное соревнование между Институтом электросварки и германскими сварочными лабораториями (в первую очередь лабораторией Крупна), Б. Е. Патон отмечает: «В годы войны фашисты неоднократно пытались применить механизированную сварку при производстве «тигров», «пантер» и других своих «звериных» танков, но так и не смогли это осуществить. Блестящая победа наших войск на Курской дуге летом 1943 г. предоставила большие возможности для изучения качества сварки немецких машин (рис. 114). Собранные данные показали, что все швы сваривались вручную, качество сварки было значительно ниже, чем на наших танках. Первый слой имел небольшие размеры и выполнялся аустенитными электродами, остальная часть шва создавалась за счет многослойной сварки ферритнымн электродами. Все сечение этой части было поражено порами». 
Качество сварных соединений германских танков проанализировали также и американские сварщики в 1943 г. Было отмечено, что швы выполнялись штучными электродами из низкоуглеродистых нелегированных стержней с покрытием, в состав которого в незначительных количествах вводились кремний и хром. Имелись также швы, в которых находили следы никеля и вольфрама. Как правило, в металле шва обнаруживали поры и трещины. В годы войны в Германии не проводили каких-либо фундаментальных исследований в области сварки. Технология и оборудование, созданные в период интенсивной подготовки германской промышленности к выпуску вооружений, были вполне удовлетворительными, и в дальнейшем совершенствовании их промышленники не видели необходимости. Правда, по мере того как война с СССР принимала для Германии затяжной характер, стала ощущаться нехватка некоторых видов сырья, в частности никеля. Возник дефицит аустенитной проволоки, из которой делали электроды для ручной сварки броневых плит. Пришлось вспомнить один из приемов улучшения качества электродных покрытий и наносить слой никеля на стальной стержень гальваническим путем. Содержание никеля в сварном шве составило 1—2%. Одновременно было разработано фтористо-кальциевое покрытие с применением жидкого стекла в качестве связующего. Такими электродами пытались заменить электроды аустенитного типа. Высокопроизводительные электроды, содержащие в покрытии железный порошок, были созданы в Голландии фирмой «Филипса (рис. 115). 
В 1939 г. И. И. Сикорский (фирма «Юнайтед эйкрафт энд транспорт», США) создал экспериментальный вертолет. Так спустя почти три десятилетия была продолжена работа выдающегося украинского авиаконструктора, поднявшего еще в 1910 г. в Киеве свой первый винтокрылый аппарат. В 1941 г. по заказу армии США И. И. Сикорский спроектировал двухместный вертолет связи и наблюдения, который был первым в мире вертолетом, запущенным в крупносерийное производство, и единственным вертолетом стран антигитлеровской коалиции. Все основные несущие элементы конструкции были сварными. Ручную дуговую сварку электродами с качественным покрытием применяли для соединения стальных деталей и узлов вертолетов и самолетов. Так, фюзеляж истребителя «Вэлиент», выпускавшегося фирмой «Валти эйркрафт», собирали из 410 частей: 110 отрезков хромомолибденовых трубок, 295 угольников, кронштейнов и фитингов из хромомолибденовых листов и т. д. Для того чтобы ускорить процесс изготовления самолета, в 1941 г. было предложено увеличить диаметр применяемых электродов; была создана поточная линия с кантователями, упрощена конструкция фюзеляжа. Эти мероприятия позволили сократить затраты на сварку в 1942 г. (но сравнению с 1940 г.) с 58 до 23 чел.-ч. Еще до вступления США в войну здесь начался интенсивный поиск рациональной технологии сварки сплавов, применяющихся и намечаемых к использованию в авиации. Особое внимание уделяли сварке алюминиевых сплавов. В 1939 г. была отработана и внедрена на ряде авиастроительных заводов точечная контактная сварка, основанная на способе конденсаторной сварки, разработанном фирмой «Сиаки бразерс» в 1933 г. В период развития военного авиастроения был создан новый способ дуговой сварки в защитных газах. В 1940 г. Р. Мередит из фирмы «Норрон эйркрафт» занимался разработкой технологии сварки узлов самолетов, изготовленных из магниевых сплавов. Ему помогали специалисты из фирмы «Доу кемикл». Были испытаны способы газоэлектрической сварки: атомно-водородной (И. Ленгмюра), в аммиачной среде (П. Александера), «гелиарк» Ф. К. Дьсрса и Г. Хобарта. Однако достигнуть удовлетворительного качества при сварке плавящимся электродом не удавалось — дуга горела неустойчиво, часто случались прожоги. Вполне удовлетворительные результаты были получены Р. Мередитом при использовании не плавящегося толстого вольфрамового электрода. Дуга при обратной полярности в среде гелия и аргона горела стабильно. В процессе сварки применяли присадку в виде магниевой проволоки. Впервые способ дуговой сварки вольфрамовым электродом в инертных газах был применен для изготовления сидений из легких сплавов для военных самолетов. Вскоре процесс был переведен на питание переменным током, а диаметр электрода уменьшен. Совершенствовалась конструкция горелки, увеличилась допустимая сила тока (от 75 до 500 А). Контактную сварку начали применять в авиастроении еще до Первой мировой войны, в частности, для изготовления самолетных двигателей (фирма «Фиат», Италия и др.). В 1928 г. фирма «Стаут метл эйрплэйн» (отделение фирмы «Форд Мотор») использовала контактную сварку на линиях изготовления конструкций из дюралюминия. В начале 1930-х гг. фирма «Алюминиум корпорейшн оф Америка», объединившись с «Арми зйр корпс» и Бюро по аэронавтике, провела серию статических и усталостных испытаний на образцах, а затем и на натурных моделях с целью определения возможности применения контактной сварки конструкций из легких сплавов. Специалистами ряда организаций (Института Баттели, Колумбус; фирмы «Нертрои» и др.) были разработаны технология и оборудование, которые использовали в производстве фирмы «Дуглас», «Боинг» и «Сикорски». В1935 г. в США был изготовлен цельносварной монолитный балочный фюзеляж. В 1944 г. фирма «Локхид эйкрафт» освоила производство истребителя - бомбардировщика - 38, развивавшего скорость 400 миль/ч. При его изготовлении в большом объеме применяли точечную и шовную сварку (рис. 116, 117). Во время войны в США делались попытки усовершенствовать грузовые транспортные самолеты. Фирмой «Билд мэньюфэкчуринг» (Филадельфия) был сварен самолет из нержавеющей стали, призванный показать, что качество подобного изделия лучше, чем клепаных алюминиевых конструкций, а трудоемкость изготовления — ниже. 

Подобные конструкции появились и в Европе, например, полностью металлический самолет «G18—Fiat» (Италия) (рис. 118). 
В 1940 г. на самолете «Эйркобра» фирмы «Белл эйркрафт» можно было насчитать 13,5 тыс. сварных точек. Необходимость ускорить производство военной техники вынудила применять сварку еще шире. Так, в 1943 г. на истребителях «Мустанг» и «Вайлдкэт» (фирм «Норт Америкэн» и «Де Грумманн») насчитывалось уже соответственно 30 и 50 тыс. сварных точек. Аналогичные технологии начали применять в авиастроении и другие страны. Было подсчитано, что при переходе на сварку в самолете массой 4 т. где обычно требовалось поставить до 100 000 заклепок по 112,5 мг каждая, достигается экономия по массе примерно 10%. При этом улучшаются аэродинамика, герметичность и коррозионная стойкость, а длительность изготовления всей конструкции сокращается на 60%. Сварка сыграла большую роль в производстве и другой военной техники, а также боеприпасов. В частности, с помощью электрозаклепок, выполняемых дуговой автоматической сваркой голой проволокой под флюсом, было ускорено изготовление орудийных щитков, а следовательно, и производство зенитных и противотанковых пушек. В конце Второй мировой войны человечество узнало об абсолютно новом оружии — атомном. Конечно, в изготовлении атомных бомб тоже не обошлось без сварки. Научная статья, опубликованная спустя полгода после трагедий Хиросимы и Нагасаки, напоминала рекламу: «Изготовление атомной бомбы было ускорено с помощью сварки». Корпуса атомных бомб представляли собой сварную обечайку — цилиндр, к которому приварено днище. Внутри располагались четыре контейнера. Корпус изготавливали из стальных листов толщиной 6 и 8 мм. Стыковые соединения собирали с зазором на остающейся стальной подкладке толщиной 12 мм. Продольные и кольцевые швы выполняли автоматической сваркой под флюсом за два прохода электродной проволокой диаметром 4 мм. Скорость сварки составляла 1 м/мин, сварочный ток — 650 А, напряжение дуги 31 В. Оборудование и технология были разработаны фирмой «Линкольн электрик» (Кливленд, Огайо). Основные требования, предъявлявшиеся к сварным соединениям, — полная герметичность и минимальные деформации. Применение автоматической сварки под флюсом сократило срок изготовления корпусов бомб на 30 дней по сравнению с теми сроками, которые планировали при других технологиях. Через шесть дней после высадки десанта союзников в Нормандии, 12 июня 1944 г., Германия начала бомбардировки Лондона и других городов Великобритании самолетами-снарядами «Фау-1». Это секретное оружие нацистов представляло собой цельносварной цельнометаллический моноплан (длина фюзеляжа 7,6 м, длина крыла 5,3 м), способный нести от 600 до 750 кг взрывчатки на расстояние до 255 км со скоростью до 540 км/ч. В течение следующих трех месяцев было запущено около 8000 таких «летающих бомб», и 2300 из них упали на Лондон, причинив серьезные разрушения зданий и вызвав многочисленные жертвы среди мирного населения. Массовое производство «Фау-1» (рис. 119) стало возможным благодаря применению сварки. Обтекатель и обшивку корпуса изготавливали из алюминиевых сплавов. Контейнер для взрывчатки представлял собой усеченный конус из низкоуглеродистой стали длиной 1,2 м и диаметром 0,6 и 0,8 м. Топливные баки турбореактивного двигателя были размещены в крыльях, повторяя их форму. Ответственной сварной деталью были два шарообразных баллона для сжатого воздуха, необходимого для работы двигателя. Баллоны диаметром 50 см, как и баки для топлива, изготавливали из стали толщиной 3 мм, кольцевой шов выполняли ручной дуговой сваркой. Интересно отметить, что баллоны, плотно обмотанные в три слоя проволокой (рояльными струнами диаметром 1,5 мм), выдерживали давление до 225 атм. Конструкции фюзеляжа, крыльев, стабилизатора и др., состоявшие из каркаса и обшивки, изготавливали из низкоуглеродистой стали с помощью точечной сварки, в основном ручными клещами. 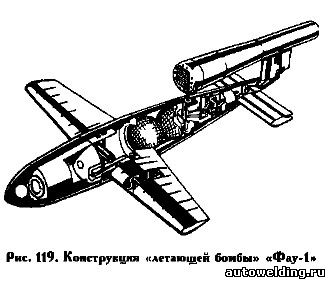
Следует отметить, что сварку применяли не только для изготовления вооружений. Так, в начале войны в США было осуществлено рекордное по протяженности и по количеству сварных соединений строительство газопровода из труб диаметром 529 мм. Кроме кольцевых швов, ручной дуговой сваркой выполняли во всех пространственных положениях швы мостовых переходов, опор, кронштейнов, мачт. На протяжении 2024 км трубопровод прошел по территории пяти штатов, пересекая 300 шоссейных и 62 железных дороги, 67 горных и 24 равнинных реки (в том числе и Миссисипи). Через семь рек трубопровод перекидывали по воздуху — клали на люльки, подвешенные к паре тросов из стальной оцинкованной проволоки. Тросы крепили на сварных опорах, установленных на берегах. Сложные операции по прокладке труб на переходах, через болота и по дну рек благодаря сварке удалось осуществить за 9 месяцев (фирмы «Питтсбург де моэн стил», «Линде эйр продакс» и др.). По трубопроводу при давлении 50 атм. транспортировалось около 5,7 млн куб. м метана в день.
|


