Испарение элементов в сварочной ванне при сварке покрытыми электродами
Окисление — не единственный путь потерь элементов из сварочной ванны. Дуговая сварка характеризуется высокими значениями и значительно отличающимися градиентами температуры расплавляемого дугой металла. На торце электрода и части поверхности сварочной ванны располагаются анодное и катодное пятна, температура которых приближается к температуре кипения металла. При сварке стали средняя температура капель электродного металла в момент отрыва их от торца электрода достигает 2000—2100°С, а при перелете через дуговой промежуток может повышаться до 2150—2900 °С. Средняя температура сварочной ванны также находится в пределах 1750—1800°С. Все это свидетельствует о том, что при дуговой сварке значительная часть поверхности металла электродных капель и сварочной ванны находится в кипящем состоянии и выделяет в зону дуги большое количество паров металла. Действительно, с повышением температуры упругость насыщенных паров всякого вещества растет. При достижении значения упругости, равного атмосферному давлению (101 325 Па), вещество кипит. На рис. 4.15 показана зависимость упругости паров чистых металлов от температуры. Анализ приведенных данных показывает, что в процессе сварки открытой дугой при достаточно высоких концентрациях в сварочной ванне в первук очередь наиболее интенсивно будет испаряться марганец, затем хром, алюминий, кремний и т. д. 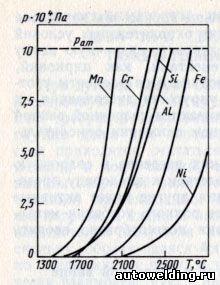
Рис. 4.15. Упругость паров некоторых элементов в зависимости от температуры Если рассматривать металл ванны, нагретой в высокотемпературной части ее до 2000—2300 °С, как идеальный раствор, то упругость пара р0, состоящего из нескольких компонентов, можно выразить суммой: 
где yi — мольная доля компонента i; pi — упругость пара компонента i при данной температуре; n — число компонентов. Расчеты по приведенному уравнению показывают, что пары стали, содержащей 1,04% Мn и 0,8% Si, при температуре 2500 °С будут иметь в своем составе более 20% Мn. Другими словами, это означает, что при сварке открытой дугой могут наблюдаться заметные потери марганца вследствие его испарения. Большое влияние на процессы испарения оказывают окислительные условия. При этом если образующиеся пары в газовой фазе окисляются, то процесс испарения протекает более интенсивно. По материалам: Н.Н. Потапов. Сварочные материалы для дуговой сварки. -М. Машиностроение. 1993
| 

