Ксерорадиографический способ контроля
Сущность метода заключается в получении электростатического изображения изделий на специальной пластинке с полупроводниковым слоем (чаще всего аморфного селена), обладающим большой чувствительностью к излучениям, способностью быстро приобретать электрический заряд и длительное время его сохранять. Слой селена представляет собой как бы диэлектрик в конденсаторе, который, будучи заряжен, может быть использован для регистрации рентгеновских или гамма-лучей. Во время зарядки подложку заземляют, а селеновому слою сообщают электрический заряд. Заряженную пластину (размером 130 X 180 мм) помещают в светонепроницаемую кассету аналогично рентгеновской пленке при радиографическом методе контроля, а кассету располагают под просвечиваемым объектом подобно тому, как это делают при гамма- или рентгенопросвечивании. Участки селена, подверженные значительной дозе излучения, теряют свой заряд полностью, а участки, облученные меньшей дозой, удерживают большую часть заряда. Сопротивление каждого участка зависит от количества лучистой энергии, прошедшей через него. В результате просвечивания на слое селенового полупроводника образуется скрытое электростатическое изображение сварного шва, которое представляет картину распределения зарядов. Электростатическое изображение на пластинке проявляют мелким наэлектризованным порошком, оседающим на поверхности слоя пропорционально остаточному потенциалу скрытого рельефа. Проявленное изображение рассматривают непосредственно на пластинке или переносят на бумагу с помощью электростатических сил (рис. 76) и закрепляют. 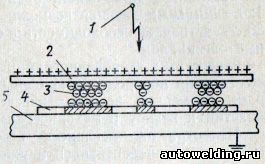
Рис. 76. Схема переноса ксерорадиографического изображения на бумагу
1 — коронирующий электрод; 2 — бумага; 3 — заряженная пудра; 4 — селеновый слой; 5 — подложка Для этого на проявленную пластину кладут лист бумаги и помещают кассету в зарядную камеру. При подаче на электрод высокого напряжения (порядка 1000 в) бумага притягивает порошок, имеющий противоположный потенциал. Закрепление порошкового изображения на бумаге проводят в парах ацетона в специальной камере. 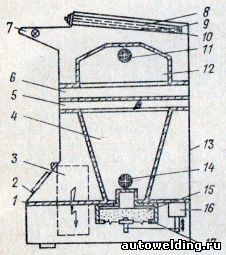
Рис. 77. Конструктивная схема портативной ксерорадиографической установки типа ПКР
1 — панель; 2 — пульт управления; 3 — малогабаритный высоковольтный генератор; 4 — блок проявления; 5 — гнездо проявления; 6 — гнездо зарядки; 7 — подсветка; 8 — рамка для бумаги; 9 — блок закрепления; 10 — органический распылитель (ацетон); 11 — коронирующая проволока; 12 — блок зарядки; 13 — корпус; 14 — электрод для зарядки порошка; 15 — контейнер с проявляющим порошком; 16 — электромагнитный опылитель; 17 — мебрана Контроль сварных соединений в цеховых и лабораторных условиях ведут ксерорадиографическими установками типа КС и ЭРГА, в монтажных и полевых условиях — портативными переносными установками ПКР-1 (рис. 77). Установка типа ПКР состоит из трех блоков: зарядки, проявления и закрепления, расположенных в металлическом корпусе. На пульт управления выведены: микроамперметр для контроля величины тока коронного разряда, ручка реле времени, сигнальная лампочка, переключатель рода работы, кнопки включения, сигнальная лампочка. В качестве генератора высокого напряжения применен малогабаритный источник питания (8 кв на выходе). Для зарядки пластины на коронирующий электрод (проволоку) подают потенциал 5-8 кв. К преимуществам ксерорадиографического метода относятся: хорошее качество изображения, высокая разрешающая способность (60 линий/мм при использовании жидких проявителей против 120 линий/мм), дающая возможность получить изображение через 30 сек. Отпадает необходимость в фотокомнате, не требуются сложные химикалии. Недостатки ксерорадиографии заключаются в сложности осуществления контроля на конвейере, ограничении размеров ксерограмм размерами ксерографической пластинки, чувствительности пластин к изгибу и механическим повреждениям. Несмотря на имеющиеся недостатки ксерорадиографическии метод весьма перспективен и уже сейчас занимает ведущее место при контроле сварных швов просвечиванием.
| 

