Определение остаточных перемещений
Остаточные перемещения в большинстве случаев определяют стандартными мерительными инструментами и индикаторными головками. 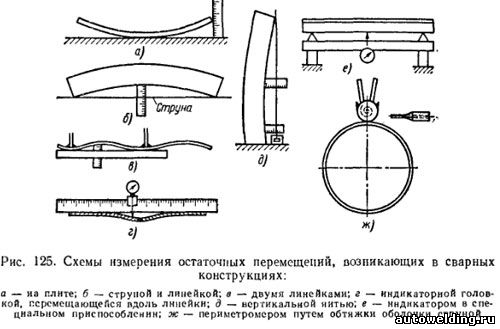
Перемещения небольших изделий определяют путем измерения на плите (рис. 125, а). Для громоздких изделий проводят измерения с помощью натянутой струны (рис. 125, б). Струна провисает в вертикальной плоскости, поэтому перемещения находят в горизонтальной плоскости. Местные отклонения типа «хлопунов» определяют переносной жесткой линейкой, которая служит базой (рис. 125, в). Часто снимают профилограммы. Для этого по жесткой линейке, установленной на изделии, перемещают индикаторную головку, регистрирующую перемещения отдельных точек (рис. 126, г). Индикаторную головку можно закреплять также на штативе, который перемещается по плите. Перемещения (прогибы) протяженных сварных деталей, например стоек, можно измерить нитью с подвешенным грузом, опущенным в сосуд с жидкостью для устранения колебаний (рис. 125, д). Путем несложных вычислений можно исключить влияние наклона детали и определить действительный прогиб. Нередко прогибы измеряют на специальном приспособлении, снабженном призмами и индикаторной головкой (рис. 125, е). Измерение периметров можно проводить путем обтягивания струной. Основным условием при этом является постоянство натяжения струны, например, с помощью предварительно закрученной ленточной пружины (рис. 125, ж). Концы спиральной ленточной пружины, которая расположена внутри прибора, прикреплены к двум дискам, вращающимся относительно одной общей оси. Проволока с напаянными на концах конусами вставлена в прорези на дисках, которые, поворачиваясь под действием пружины, натягивают проволоку. Отсчет производится по нониусу, установленному на дисках.
|


