Стабилизация длины дуги
Поддержание заданной длины дуги необходимо для обеспечения стабильности параметров шва. Особенно важно поддержание длины дуги при сварке короткой или погруженной в металл дугой, когда незначительные изменения длины дуги могут привести либо к короткому замыканию электродов, либо к резкому уменьшению глубины проплавления. Поэтому современные автоматы обязательно снабжаются устройствами для стабилизации длины дуги. Простейшим устройством такого назначения является механический копир-стабилизатор длины дуги (СДД), выполненный в виде ролика, опирающегося на поверхность изделия и перемещающегося по ней вместе со сварочной горелкой. Горелка в этом случае жестко связана с осью ролика и копирует поверхность изделия. Существенным недостатком механического СДД является его низкая надежность из-за расположения копирующих устройств вблизи места сварки, т. е. в зоне высоких температур. СДД, как правило, имеют широкую зону нечувствительности. Это объясняется тем, что из-за необходимости сокращения до минимума люфтов в системе копирования она имеет значительные моменты трогания. Этих недостатков лишены системы стабилизации с электромеханическим исполнительным механизмом. В качестве датчика расстояния от горелки до поверхности свариваемого изделия используются газовые, пневматические или электростатические устройства. Электростатический датчик основан на изменении емкости воздушного конденсатора, одной из обкладок которого является поверхность свариваемого изделия, а другой — специальный электрод, расположенный над изделием и жестко связанный с горелкой. Конденсатор включается в колебательный контур, и изменения его емкости, пропорциональной расстоянию между обкладками, вызывает изменение резонансной частоты контура. Это отклонение частоты от заданной используется в качестве управляющего воздействия в системе стабилизации расстояния горелки до поверхности изделия. Общими недостатками всех систем СДД являются несовпадения места измерения с местом сварки и неучет изменения длины вылета электрода в процессе сварки. Все эти системы нуждаются в предварительной настройке после каждого изменения длины вылета, например в результате перестановки электрода или его расходования. При многопроходной сварке системы СДД должны перестраиваться после каждого прохода. СДД не учитывают местных неровностей под дугой и практически не могут использоваться при многослойной сварке. СДД применяются обычно при сварке изделий с хорошо обработанной поверхностью (например, труб малой толщины), свариваемых за один проход при не очень короткой дуге (более 1 мм). В современных автоматах, как универсальных, так и специализированных, для стабилизации и регулирования длины дуги применяются автоматические регуляторы напряжения дуги (АРНД). Их работа основана на пропорциональности напряжения дуги длине столба дуги. Главные требования к исполнительной части АРНД — отсутствие люфтов и малые моменты трогания. С этой целью нагрузку АРНД стремятся уменьшить до минимума: обычно на исполнительном механизме АРНД закрепляется лишь горелка. Важно также уменьшить момент инерции нагрузки, так что компактность расположения нагрузки АРНД, и особенно коммуникаций горелки, имеет большое значение. Современные АРНД имеют чувствительность до 50 мВ и статическую погрешность 0,1 В (т. е. около 0,1 мм в пересчете на длину дуги при средних токах 100—150 А). Скорость отработки составляет 5—20 мм/с. Функциональная схема системы стабилизации напряжения дуги при сварке неплавящимся электродом приведена на рис. 6.8. 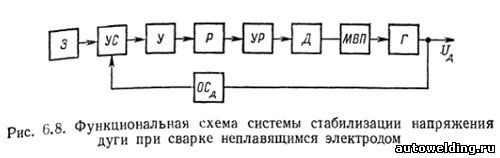
Сигнал заданного напряжения дуги, поступающий из задатчика 3, сравнивается в устройстве сравнения УС с сигналом обратной связи, поступающим с дуги через блок ОСд. На выходе УС появляется сигнал рассогласования, который через усилитель У воздействует на регулятор Р. Напряжение с регулятора через устройство реверса УР подводится к якорю двигателя Д механизма вертикального перемещения МВП, который в зависимости от значения и полярности сигнала рассогласования перемещает сварочную горелку вверх или вниз, увеличивая или уменьшая тем самым напряжение дуги. Такие узлы, как УС, У, Р, УР в рассмотренной схеме, должны обеспечивать необходимые преобразования и усиление знакопеременного напряжения. Устройство реверса УР необходимо для реверса исполнительного двигателя при смене знака управляющего воздействия. При этом оно должно ограничивать токи, действующие во время реверса в цепи якоря исполнительного двигателя, для повышения надежности последнего. Это достигается путем формирования плавно нарастающих фронтов напряжения, подводимого к якорю при реверсе. На практике в системах АРНД используется как линейный, так и релейный способы управления исполнительным двигателем. При линейном способе управления напряжение, подводимое к якорю исполнительного двигателя, по значению пропорционально отклонению напряжения дуги от заданного и совпадает с ним по знаку. При релейном способе управления напряжение, подводимое к якорю двигателя, максимально по своему значению и совпадает по знаку с отклонением напряжение дуги от заданного. Системы с линейным управлением, хотя и более сложные, легко рассчитываются и надежно работают. Релейные системы требуют специальных методов расчета динамики и введения специальных звеньев в систему для ее устойчивости. Смирнов В.В. "Оборудование для дуговой сварки".
| 

